АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Схема фальцаппарата
При большом многообразии фальцаппаратов и специальных устройств производители фальцевальных машин были вынуждены создать систему обозначений для устройств. Для описания технических конфигураций используются символы. Эта форма изображения удобна и для операторов машин, поскольку при регулировке они работают с понятными графическими знаками. Символы, приведённые в табл. 7, используются для того, чтобы описать компоновку фальцевальных машин.
По этим символам составляется техническая конструкция фальцаппарата и конструкция всей фальцевальной машины. Таким образом, создаётся схема фальцаппарата (не путать со схемой фальцовки!). Схема фальцовки описывает необходимый вид и последовательность сгибов.
На рис. 36 показана схема фальцаппарата комбинированной фальцевальной машины.
Кассетная фальцевальная секция имеет переднюю и заднюю пару ножевых валов, а также две нижние и две верхние фальцевальные кассеты (также см. рис. 25). Четыре ножевые фальцевальные кассеты никогда не используются одновременно: после первого перпендикулярного сгиба лист подаётся либо налево, либо направо.
Максимальное количество выполняемых сгибов в этой версии составляет 7 (4 параллельных сгиба в кассетной фальцевальной секции и три перпендикулярных сгиба в ножевых фальцевальных секциях). Как правило, вместо двух ножевых фальцевальных аппаратов используется отдельный фальцаппарат, который переставляется в соответствии с требованиями схемы фальцовки. Выводное устройство также переставляется в зависимости от выхода листов в соответствии со схемой фальцовки.

Таблица 7
Символы для описания конструкции фальцевальных машин
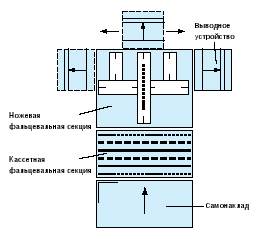
Рис. 36
Схема комбинированной фальцевальной машины

Рис. 37
Схема кассетной фальцевальной машины
Кассетная фальцевальная машина на рис. 37 имеет обычную конструкцию, принятую в типографиях. Машина состоит из трёх кассетных фальцаппаратов, причём два первых фальцаппарата оснащёны четырьмя фальцевальными кассетами и двумя парами ножевых валов, третий — двумя кассетами и одной задней парой ножевых валов. Для выполнения перпендикулярных сгибов фальцаппараты должны быть установлены под углом 90° друг к другу. Ширина ввода фальцаппаратов ступенчатая, так как при перпендикулярной фальцовке ширина фальца может быть небольшой. Машина рассчитана на десять сгибов, которые из-за материально-технических ограничений не могут выполняться в ходе одного процесса. Вариабельность кассетных фальцевальных машин достигается посредством использования различных кассет и перестановки фальцаппаратов относительно друг друга. На рис. 29 показана кассетная фальцевальная машина, построенная в соответствии со схемой на рис. 37.
Поиск по сайту: