АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Классификация способов обработки металлов давлением
Лекция № 10 Технология обработки металлов давлением
Физико-механические основы обработки металлов давлением
Классификация способов обработки металлов давлением
 В современном производстве применяют следующие виды обработки металлов давлением (рис. 13.1,а-е): прокатку, прессование, волочение, ковку и штамповку.
В современном производстве применяют следующие виды обработки металлов давлением (рис. 13.1,а-е): прокатку, прессование, волочение, ковку и штамповку.
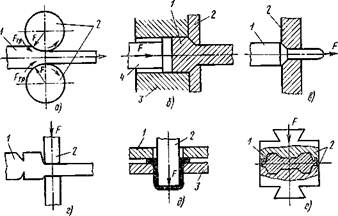
Рис. 13.1. Схемы основных способов обработки металлов
давлением: а — прокатка; б — прессование; в — волочение; г — ковка; д — листовая штамповка; е — объемная штамповка
Прокатка (рис. 13.1, а) используется для обжатия заготовки 1 между вращающимися валками 2 прокатного стана в целях уменьшения поперечных размеров заготовки и придания ей заданной формы. Силы трения Ртр затягивают заготовку в валки, а силы F деформируют ее.
Прессование (рис. 13.1,6) представляет собой процесс вытеснения металла заготовки 1 через отверстие матрицы 2; при этом сечение выходного конца заготовки соответствует контуру отверстия в матрице. Заготовка помещается в контейнер 3, в котором на нее воздействует с силой F давящий инструмент 4.
При волочении (рис. 13.1, в) с силой F протягивают заготовку 1 через отверстие волочильного очка (волоку) 2. Площадь выходного сечения волоки меньше площади сечения исходной заготовки.
Ковка (рис. 13.1, г) применяется для изменения формы и размеров заготовки 1 за счет последовательного воздействия с силой F инструмента 2.
Штамповка вводится с целью изменения формы и размеров заготовки в специально изготовленном для каждой детали штампе. Штампом называется деформирующий инструмент, под воздействием которого материал или заготовка приобретает форму и размеры, соответствующие поверхности или контуру этого инструмента. Штамповку разделяют на листовую (рис. 13.1, д) - заготовка 1 деформируется пуансоном 2 и матрицей 3 и объемную (рис. 13.1, е) —заготовка 1 деформируется в штампе из двух половин 2
Поиск по сайту: