АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Технологический процесс прокатки
Технологический процесс прокатки включает: подготовку исходного материала к прокатке; нагрев металла перед прокаткой; собственно прокатку; отделку и контроль.
Изготовление сортовых профилей характеризуется такой технологической последовательностью. Стальные слитки квадратного или прямоугольного сечения массой до 15 т прокатываются на обжимных станах — блюмингах. Получаемые блюмы имеют сечения от 450X450 до 150x150 мм. Автоматическая схема управления блюмингом включает в себя электронное устройство для счета рабочих ходов металла через валки, следящую систему с датчиком положения верхнего валка и устройство для программирования обжатия заготовки. Слиток проходит при его деформировании через ряд калибров, которые образуются за счет совмещения ручьев двух валков при их установке в рабочей клети прокатного стана. Калибры бывают обжимными, черновыми и чистовыми. Оптимальные варианты калибровки находят с помощью ЭВМ.
Блюмы проходят дальнейшую обработку на заготовочных станах, где могут прокатываться и слитки небольшой массы. Эти станы выдают квадратные заготовки сечениями от 125X125 до 140X140 мм или от 60X60 до 100x100 мм, а также круглые заготовки диаметрами от 75 до 300 мм. Заготовочные станы снабжают заготовками сортовые, проволочные и трубные станы.
Сортовой прокат (рельсы, крупные тавровые балки, швеллеры, уголки, круглую заготовку) производят из блюмов или заготовок на сортовых станах. Блюмы и заготовки все в больших количествах получают на машинах непрерывного литья заготовок (МНЛЗ).
При производстве листового проката полуфабрикатами являются слябы, имеющие в сечении толщину до 350 мм и ширину до 2300 мм. Слябы получают либо на блюмингах из слитков массой до 50 т, либо на слябингах — обжимных станах с универсальной гладковалковой рабочей клетью, либо на МНЛЗ.
Листовую сталь разделяют на две основные группы: толстые листы — толщиной 4...160 мм при ширине от 600 до 5000мм; тонкие листы — толщиной 0,2...3,9 мм при ширине от 600 до 2300 мм. Горячую прокатку тонколистовой стали осуществляют на непрерывных станах.
Горячекатаные тонкие листы в рулонах поступают на дальнейшую холодную прокатку или разрезку. Листы толщиной меньше 1,2...1,5 мм в горячем состоянии прокатывать сложно вследствие их быстрого охлаждения, поэтому рулонная прокатка их проводится в холодном состоянии, что дает возможность получить высокое качество поверхности и большую точность по толщине листа. Холодную прокатку листов проводят на непрерывных станах или станах бесконечной холодной прокатки, после чего они проходят отделочные операции: отжиг в защитных газах, обрезку кромок, разрезку на листы заданной величины, полирование и т. п.
В некоторых случаях используется несимметричная прокатка, когда рассогласовываются окружные скорости валков. Это приводит к изменению схемы напряженного состояния в очаге деформации и снижению усилия прокатки.
 |
Для улучшения штампуемости, повышения механических свойств и получения поверхности с
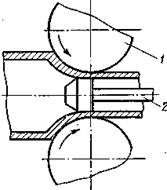
Рис. 14.5. Схема раскатки труб
малой шероховатостью отожженные листы и полосы подвергают дрессировке— холодной прокатке с небольшим обжатием (0,5...3,0 %). Несимметричная дрессировка приводит к улучшению шероховатости поверхности листа по сравнению с симметричной дрессировкой.
Трубы, получаемые прокаткой, можно разделить на две группы: бесшовные и сварные. Бесшовные трубы изготовляются в несколько операций. Сначала прошивают отверстие в слитке или круглой заготовке. Эта операция совершается на прошивном стане, использующем принцип поперечно-винтовой прокатки (рис. 14.1, г). В металле возникают радиальные растягивающие напряжения, которые являются причиной более легкой прошивки отверстия оправкой 2.
| а — квадрат; б — круг; в —полоса; г — шестигранник; д — неравнополоч- ный угольник; е — тавр; ж — двутавр; з — швеллер; и — рельс |
Рис. 14.6. Профили сортовой стали:

Полученная гильза прокатывается в трубу на автоматических раскатных станах. Валки 1 и оправка (дорн) 2 (рис. 14.5) обеспечивают раскатку гильзы. После прокатки трубы правят, подвергают термической обработке и т. п.
Сварные трубы изготавливают в такой последовательности: формовка плоской заготовки в трубу, сварка трубы, отделка и правка. Для сварки труб применяют контактную сварку сопротивлением, электродуговую сварку под флюсом (трубы с прямыми и спиральными швами), аргонодуговую сварку (тонкостенные трубы).
Поиск по сайту: