АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Сборка ведущей трубы с вертлюгом и переводниками, соединение бурового рукава (шланга) с горловиной стояка и вертлюга, обвязка бурового рукава страховочным канатом
На верхнем конце бурильной колонны расположена ведущая труба, предназначенная для передачи вращения от привода через ротор бурового станка бурильной колонне, состоящей из бурильных труб, замков и утяжеленных бурильных труб. На нижней конец бурильной колонны навинчено долото или другой инструмент. В отличии от бурильных труб, замков и УБТ ведущая труба, как правило, имеет форму квадрата.
Ведущая труба так же предотвращает реверсивное вращение бурильной колонны от действия реактивного момента забойного двигателя(турбобура, электробура).
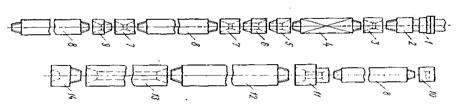
В практике бурения ведущие трубы применяются сборной конструкции, состоящей из трубы, верхнего и нижнего переводника, а так же цельной. Ведущие трубы сборной конструкции изготавливаются в основном квадратного сечения, верхний переводник ПШВ для соединения с вертлюгом и нижний переводник ПШН для присоединения к бурильной колонне.
Ведущие трубы сборной конструкции изготавливаются по ТУ 14 – 3 – 126 – 73 размерами 112х112, 140х140, 155х155 мм и по ТУ 14 – 3 – 755 – 78 размерами 65х65 и 80х80 мм. На концах ведущей трубы нарезается трубная коническая резьба, правая на нижнем и левая на верхнем.
Верхний переводник снабжен левой резьбой для предотвращения его самопроизвольного отвинчивания от ствола вертлюга. Сборка переводника с трубой по резьбе профиля ТТ должна производится горячим способом с нагревом переводников до температуры 380 – 450 градусов. После свинчивания соединение должно быть обеспеченно сопряжение торца трубы и внутреннего упорного торца переводника по всему периметру стыка упорных поверхностей.
Поиск по сайту: