АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Статистические методы контроля качества и регулирования технологических процессов
7 простых японских методов позволяют на основе периодического контроля выборок малого объёма сделать вывод: процесс стабилен или нет. Все методы базируются на понятии разброса, если разброс мал, то появление брака не произойдёт, процесс будет стабилен.
1 метод – стратификация
2 метод – диаграмма Исикава (причинно-следственная диаграмма, рыбий скелет, рыбья кость)
3 метод – контрольные карты
4 метод – диаграмма разброса
5 метод – диаграмма Парето
6 метод – гистограмма
7 метод – графики контрольных листов
1. Стратификация – при сборе статистического материала его разделяют на группы (страты), каждую группу данных обрабатывают в отдельности. Важно, чтобы разброс между группами был значительно больше, чем разброс внутри групп. Факторами стратификации могут быть:
· персонал (пол, квалификация, возраст и т.д.)
· оборудование (марка, современность)
· дни наблюдения
Этот метод в литературе называют метод расслоения.
2. Диаграмма Исикава – базируется на методе мозгового штурма и позволяет детально изучить проблему, возникшую в организации. Для построения диаграммы организуют группу от 7 до 15 человек, назначают координатора, учитывают 4 правила мозгового штурма:
1) свободное генерирование идей каждым членом группы
2) количество важнее, чем качество
3) устранение критики
4) развитие идей коллег
Построение диаграммы идёт в 2 этапа:
· генерирование идей, т.е. проблему расслаивают на факторы 1-го, 2-го и следующего уровня. Графически проблему изображают большой горизонтальной стрелкой, факторы первого уровня – большие наклонные стрелки
· изучают факторы, влияющие на проблему, производят их корректировку
Японские специалисты качество продукции рассматривают как качество 5 составляющих – пяти М.

3. Контрольные карты. Различают контрольные карты по количественному и альтернативному (качественному признакам).
Контрольные карты по количественному признаку – строят, когда качество продукции можно оценить количественно. Различают:
· контрольная карта средних арифметических значений ( -карта)
-карта)
· контрольная карта среднего квадратического отклонения (S-карта)
· контрольная карта размаха варьирования (R-карта)
Метод построения контрольных карт изложен в ГОСТ Р 50779.42-99 «Контрольные карты Шухарта».
Теория контрольных карт базируется на изменчивости 2-х видов:
· случайная изменчивость – возникает из-за сочетания нескольких неподдающихся учёту факторов
· реальное изменение в процессе (нарушение технологий, поломка оборудования и т.д.)
Процесс считают стабильным, если действуют только случайные изменения в процессе.
Пример построения  -карты
-карты
1) Выбирают показатель, который наиболее полно характеризует качество протекания процесса. Для процесса текстильного процесса – это обрывность.
2) Собирают статистический материал по выбранному показателю, обеспечивают её репрезентативность (представительность)
3) При сборе статистического материала его разделяют в соответствии с каким-то признаком каждую группу данных обрабатывают в отдельности рассчитываем среднее арифметическое значение для каждой группы. Полученное значение изображают на контрольной карте в виде точек. В среднем для всех групп рассчитывают среднее арифметическое значение и размах варьирования. Полученное значение наносят на контрольную карту в виде сплошных линий.

4) С учётом закона распределения отдельно для Х и R карты рассчитывают верхнюю и нижнюю контрольную границы

А2, D3, D4 – коэффициенты, зависят от числа испытаний в группе
Полученное значение наносят на контрольную карту в виде пунктирных линий.

Процесс считают протекающим стабильно, если на двух контрольных картах за контрольные границы не выходят ни одна из 50 точек или не более одной из 100 точек. Если точка лежит на контрольной границе её считают вышедшей за границу. При выходе за границу одной точки для устранения неоправданного вмешательства в процесс берут повторную выборку, если её результаты подтвердят предыдущие, то делают вывод о нестабильности процесса. При выходе точки за контрольные границы на Х-карте существенно меняются средние значения групп, при выходе точки за границу на R-карте существенно меняется разброс групп. На R-карте нижняя граница может быть отрицательной, её можно не наносить или совмещать с осью абсцисс, т.к. выход за неё означает уменьшение разброса, т.е. улучшение качества.
Контрольные карты по альтернативному признаку строят, когда качество продукции нельзя оценить количественно, а можно лишь сделать вывод: годная продукция или нет. С этими картами тесно связаны понятия – дефект и брак.
Дефект – это каждое отдельное отклонение от нормы.
Брак – это продукция, передача которой потребителю невозможна из-за большого числа дефектов.
К этим контрольным картам относят:
1) контрольная карта доли дефектных изделий (Р-карта)
2) контрольная карта числа дефектных изделий (np-карта)
3) контрольная карта суммарного числа дефектов (С-карта)
4) контрольная карта числа дефектов на единицу продукцию (U-карта)
Пример построения Р-карты
В течении определённого временного интервала контролировали качество выпускаемой продукции, разделяя её на годную и дефектную. Для каждого дня наблюдения рассчитывали долю дефектных изделий.

n1-число дефектных изделий в первый день
N1 – число проконтролированных изделий
Средняя доля дефектных изделий

С учётом закона распределения рассчитывают верхнюю и нижнюю контрольные границы. Если Р считали по формуле 1, то

Если Р считали по формуле 2, то

4. Диаграмма разброса – позволяет установить взаимосвязь между двумя факторами.
Количественно взаимосвязь между факторами оценивают коэффициентом корреляции (от -1 до +1). Если он положительный, то связь прямая, если отрицательный, то связь отрицательная. Связь сильная, если он от 0,75 до 1.
5. Диаграмма Парето – позволяет наглядно оценить ряд факторов в изучаемую проблему. Для её построения собирают статистический материал за определённый промежуток времени. Например, причины рекламации. Статистический материал систематизируют разделяя рекламации по причинам, причины рекламации ранжируют, начиная с наиболее значимой, определяют долю причины в общем объёме.
| Номер п/п | Причины рекламаций | Число рекламаций | Кумулятивная сумма рекламаций | Доля причины от общего числа | Кумулятивная сумма долей |
| Пороки прядения | 29,8 | 29,8 | |||
| Пороки приготовительного отдела | 25,8 | 55,6 | |||
| Пороки ткачества | 25,4 | ||||
| Пороки отделки | 10,2 | 91,2 | |||
| Низкие физико-механические свойства | 7,6 | 98,8 | |||
| Прочие | 1,2 |

На группа факторов группы А приходится 75% вклада, они самые важные и подлежат корректировке в первую очередь. Факторы группы B обеспечивают 20% вклада, они средние по значимости, факторы группы С обеспечивают 5 % вклада, они малозначительны.
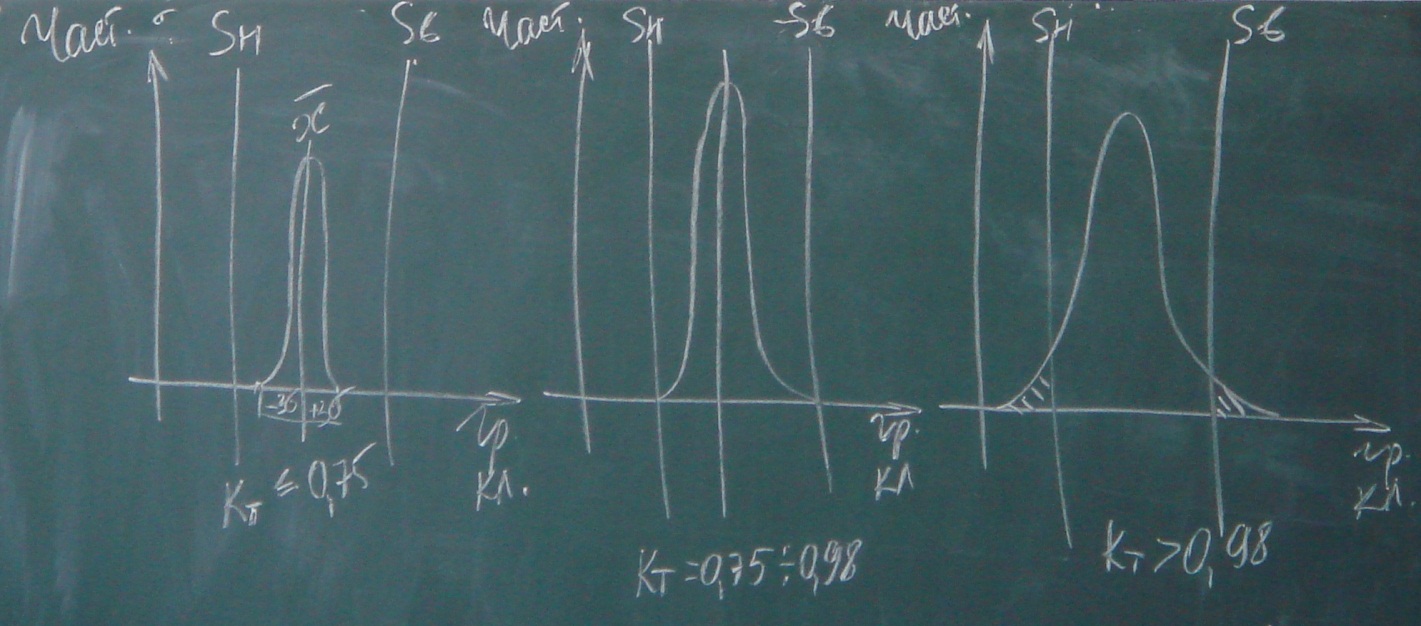
6. Гистограмма представляет собой столбчатый график, построенный по определённым данным разделённых на группы, число данных в группе характеризуется высотой столбика. Гистограмма позволяет оценить закон распределения физической величины сопоставляя широту распределения, с установленными в нормативных документах нормами, оценивают степень стабильности и нестабильности процесса.

Если процесс имеет нормальное распределение, то легко определить возможность выхода распределения генеральной совокупности исходя из правила 3-х сигм. Если брать в качестве границ допуска одну сигму, то годными будут считаться 68, 27% изделий партий. При двухсигмовых границах 95,45% изделий партии, трёхсигмовые границы 99,73%.
Когда известен закон распределения и широта распределения, её сопоставляют с нормами и рассчитывают коэффициент точности процессов. Если в нормативных документах регламентируют 2 границы, то коэффициент точности (Кт = 6S/(Sb-Sh))
Если в нормативных документах задана только верхняя граница, то Кт =3S/(Sb-  )
)
Если в нормативных документах задана только нижняя граница, то Кт=3S/( -Sh)
Если Кт <=0,75 – процесс точный.
Если Кт=0,76-0,98 – процесс требует внимательного наблюдения
Если Кт>0,98 – процесс нестабилен и выпускают несоответствующие изделия.
7. Графики
Методы реализуются в следующей последовательности:
1. С помощью диаграммы Исикавы выявляют факторы, влияющие на изучаемую проблему
2. С помощь диаграммы разброса изучают взаимосвязь между фактором и проблемой, выявляют на Ниболее значимые факторы, изображая графически диаграммой Парето
3. Оценивают стабильность протекания процесса, используя контрольные карты или гистограммы, проводят корректирующие мероприятия, опять строят диаграммы Парето
Поиск по сайту: