АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Технология изготовления объёмной керамики
В целом, технология изготовления объёмной керамики состоит из следующих основных стадий:
1. Изготовление керамического прекурсора определённого химического состава и прессование из него цилиндрических заготовок. Обычно прекурсор состоит из порошковой керамики разного фракционного состава по размерам частиц. Для успешного проведения TSMG-процесса необходимо, как минимум, 2 фракции – крупнозернистой и мелкозернистой.
2. Изготовление затравок Sm(Gd)Ba2Cu3Ox по технологии MTG (Melt-Texture-Growth). Этот процесс ведётся без затравок, так как здесь не требуется получения крупных кристаллов. Обычный размер затравки – не более 5 мм.
3. Термообработка керамических заготовок. Термообработка ведётся по ступенчатому режиму: последовательно идут стадии перитектического плавления (при температуре 1050 – 11500 С), охлаждения до начала кристаллизации Y-123, собственно кристаллизации Y-123 в интервале температур 1000÷1040 - 970÷980 ºС со скоростью охлаждения 0,2-1,0 ºС/ч. Низкая скорость охлаждения способствует росту более качественных кристаллов.
Надо отметить, что при перитектическом плавлении плавится не вся заготовка, а только её мелкозернистая фракция (температура плавления Y-123 сильно зависит от размера частиц). Крупнозернистая фракция до конца не плавится и позволяет сохранять каркас цилиндрической заготовки (в этом случае заготовка «держит форму»). Важную роль в этом играет материал подложки. Задача подложки – не допустить «вытекания» жидкой фазы из блока, то есть она должна иметь плохую смачиваемость по отношению к расплаву.
В процессе кристаллизации фазы Y-123 участвует как жидкая фаза, так и крупнозернистая фракция керамики (за счёт перекристаллизации). Фронт кристаллизации идёт от помещённой в центр затравки к краям заготовки. На блоке, на рисунке 3, хорошо видны слои роста, идущие от затравки к краям блока. В итоге получается однородный псевдомонокристаллический блок.
Соединение Y-123, синтезированное методом TSMG (Top-Seads-Melt-Growth), далее подвергается насыщению кислородом при температурах от 350 до 6000С в течение ~200 ч, для достижения требуемой стехиометрии по кислороду.
4. Резка заготовок на единичные блоки определенного размера и сортировка по свойствам.
Обычно объёмная керамика производится в виде блоков размером 20 – 50 × 20 – 50 × 10 - 20 мм, из которых собираются или склеиваются более крупные изделия. Вес одного блока 25 – 320 г., в зависимости от размера. Для удобства последующего применения, цилиндрические блоки режутся и обтачиваются в параллелепипеды определённого стандартного размера.
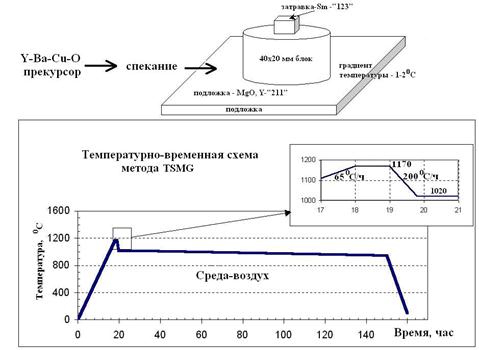
Рисунок 4 - Схема TSMG (Top-Seads-Melt-Growth) процесса [8]
Сортировка по свойствам обычно проводится по одному из двух показателей: величина захваченного магнитного потока и сила левитации. Последняя сильно зависит от методики измерений (силы прилагаемого внешнего магнитного поля, геометрических размеров блока и др.) Величина захваченного магнитного потока является более универсальной величиной. На рисунке 5 показана трёхмерная диаграмма величины захваченного магнитного потока по поверхности образца. Лучшие образцы керамики имеют значение захваченного магнитного потока при 77 К свыше 2 Тл.
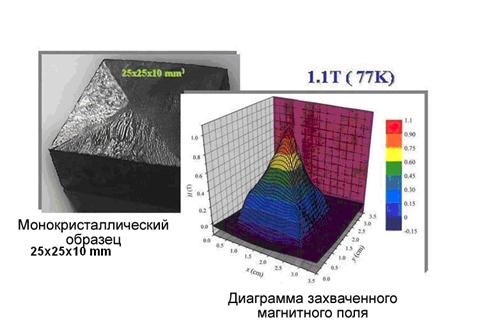
Рисунок 5 - Блок Y-123 после обрезки кромок (видны слои роста кристалла и затравка) и распределение величины захваченного магнитного потока вдоль его поверхности
Сила левитации измеряется в ньютонах. Эта та сила, с которой блок отталкивается от магнита. Хотя измерения этой величины носят весьма субъективный характер (зависят от силы магнита, его размера и формы, от формы и размера самого блока), но на практике, именно эти измерения наиболее просты и удобны [3].
Поиск по сайту: