АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Схемы нанесения слоёв для ВТСП 2G
Рассмотрим наиболее широко распространённые схемы нанесения слоёв.
IBAD + PLD. На нетекстурированную металлическую ленту (сплав типа хастеллой или нержавеющая сталь) наносится текстурированный буферный слой, чаще всего - MgO, реже - ZrO2+Y2O3 (YSZ) или CeO2. Необходимая текстура получается с помощью бомбардировки подложки пучком ионов аргона, направленных к ней под строго определённым углом. Например, для MgO, который имеет кубическую кристаллографическую ячейку с параметром а = 4,22 А, этот угол составляет 25-300 (4,22 × sin (90-25°) = 3,83), что соответствует параметрам ВТСП соединения). Этот процесс получил название “ion-beam assisted deposition” (IBAD) (см. рисунок 15). Толщина буферного слоя ~ 10 нм. При такой толщине любые дефекты поверхности металлической ленты будут отрицательным образом сказываться на качестве проводника. Поэтому к ленте предъявляются очень высокие требования по шероховатости поверхности - она должна быть не более 3 нм. Для получения такой чистоты поверхности ленту предварительно полируют, подвергают ионному травлению и используют другие подобные методы.
Далее на текстурированную основу, методом простого лазерного напыления, наносится ещё один «поверхностный» слой MgO (или CeO2), служащий для «сглаживания» неровностей поверхности, образующихся при бомбардировке ионами.
Напыление буферных и ВТСП слоёв ведётся в режиме «на проход», причём движущаяся лента должна подогреваться (до ~400-700 0С при напылении буферных слоёв, и до ~800-900 0С при напылении ВТСП слоя).
Поверх буферного слоя напыляют один или несколько слоёв Y-123 (или R-123). Здесь главная задача – нанести качественный слой, с острой текстурой и спаянностью кристаллитов ВТСП фазы друг с другом. Толщина одного слоя составляет ~ 0,5 – 1 мкм. Нанесение нескольких слоёв ВТСП позволяет повысить токонесущие свойства проводников. Однако, на практике, каждый следующий слой получается несколько хуже предыдущего, поэтому токонесущая способность возрастает непропорционально толщине ВТСП слоя. Кроме того, надо учитывать, что нанесение Y-123 – процесс довольно медленный и дорогостоящий, и при сегодняшнем состоянии технологии, велик процент брака. Поэтому существует некоторый оптимум числа слоёв. Обычно длинномерные проводники изготавливаются с 1 или 2 слоями ВТСП соединения, но для изготовления специальных рекордных образцов могут наносить до 7 слоёв, а в единичных случаях их количество доходит до 12.
Недостатками такой технологии являются:
- сложность аппаратуры (ионная пушка в вакуумной камере),
- трудность точного поддержания угла падения ионов (в пределах 5°) на движущуюся металлическую ленту в течение довольно долгого времени (десятки часов),
- малая скорость процесса, так как только при медленном напылении достигается необходимая острота текстуры.
Кроме того, для того, чтобы при напылении шёл процесс именно абляции, необходим специальный лазер с короткой длиной волны излучения (~ 0,2 – 0,4 мкм). Такие лазеры довольно сложны и дороги.
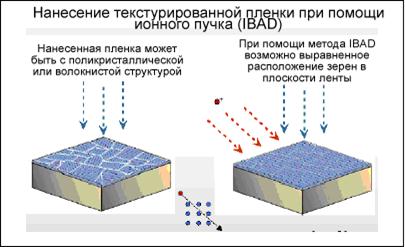

Рисунок 15 - Схема метода IBAD (ion-beam assisted deposition). На нижнем снимке показаны выросшие на подложке кристаллы MgO, виден небольшой угол между ними и подложкой (в данной случае – около 15 град)
ISD + EBD. Эта технология схожа со схемой IBAD + PLD. В основе находится исходная металлическая лента – сплав типа хастеллой. Первый буферный слой наносится методом электронно-лучевого напыления, материалы – такие же, как и для IBAD + PLD. Текстура достигается благодаря определённому углу наклона подложки к потоку паров буферного соединения (метод – inclined-substrate deposition – ISD) (рисунок 16) Далее, методом обычного EBD наносятся верхний буферный слой и слой ВТСП.

Рисунок 16 - Схема метода ISD (inclined-substrate deposition)
RABiTS + PLD. RABiTS - Rolling Assistant Biaxially Textured Substrates. Здесь требуемая текстура задаётся с самого начала уже в металлической ленте, на которую затем методом PLD наносят эпитаксиальные слои буферов для ВТСП. Главная сложность здесь – получить металлическую ленту с очень хорошей текстурой. Поиски ещё до конца не закончены, но сейчас, в основном, применяют сплав Ni – 5-7% ат.W (или 14-21% вес.), реже Ni - 2% ат. W- 10% ат. Cr и др [5].
Ленту получают многократной плоской прокаткой, без промежуточных отжигов, с очень высокой суммарной степенью деформации (99%), затем проводят текстурирующий отжиг. После такого отжига в ленте должны вырасти кристаллы никеля (кубическая кристаллическая решётка с параметром а = 3,52 Å), ориентированные строго в плоскости ленты (100% биаксиальная текстура). Главная трудность текстурирующего отжига состоит в том, что требуемую однородную текстуру можно получить только при очень быстром нагреве ленты (за несколько секунд) в температурном интервале, при котором начинается первичная кристаллизация, то есть 700 – 1250 °С. Вакуумная печь должна позволять отжигать ленту в режиме «на проход». Обычно текстурирующий отжиг проводят при температуре 1150-1250 °С в течение нескольких минут в вакууме (не хуже 10-6 мм рт.ст.) или в восстановительной среде аргон-водород.
Особое внимание уделяется получению минимальной шероховатости ленты. Холодную прокатку ведут в валках с чистотой поверхности не хуже 11 класса. После текстурирующего отжига ленту подвергают электрохимической полировке или ионному травлению. Шероховатость поверхности готовой ленты должна быть ~ 3-7 нм.
Велики требования и по химической чистоте поверхности ленты. Наличие любых примесей, особенно оксида никеля препятствует правильному эпитаксиальному росту буферного слоя. Критическим уже является наличие на поверхности даже монослоя атомов кислорода. Для его окончательного удаления, непосредственно перед напылением первого буферного слоя, ленты отжигают в восстановительной атмосфере (аргон-водород).
Буферные и ВТСП слои напыляют методом лазерной абляции (PLD). Толщины буферных слоёв обычно 50 – 100 нм. Поскольку кристаллографические параметры ленты сильно отличаются от параметров ВТСП соединения, то буферные слои подбирают таким образом, чтобы постепенно эти параметры сблизить. Например, сначала наносится слой ZrO2, стабилизированного 10 % Y2O3, с параметром 3,65 А. В качестве верхнего буферного слоя лучше всего подходит CeO2 с параметром а/√2 = 3,83 А, что практически точно соответствует параметрам соединения Y-123.
Работы по поиску материалов буферных слоёв ещё далеко не завершены. Сейчас чаще наносят три буферных слоя, иногда два. Целью работ является уменьшение числа буферных слоёв, в идеале до одного. Например, недавно было предложено такое соединение - La2Zr2O7. Применение однослойного буфера должно существенно сказаться на производительности и себестоимости процесса.
Для технологии RABiTS лимитирующей стадией процесса является текстурирующий отжиг, из-за малой линейно скорости подачи ленты. Поэтому, производительность стараются увеличить путём отжига широкой ленты (например, 60 мм). Такую ленту затем режут на полосы шириной 10 или 4 мм (стандартная толщина проводников ВТСП 2G) либо сразу после текстурирующего отжига, либо по завершению напыления ВТСП слоя.
RABiTS + MOCVD. Технология получения ленты-подложки – такая же, как в предыдущем варианте, но буферные и ВТСП слои наносят химическим путём (рисунок 17). Для нанесения буферных слоёв (оксиды циркония, иттрия и церия) могут использовать ацетил-ацетон (CH3 – CO – CH2 – CO – CH3) или любой аналогичный растворитель, а для нанесения ВТСП слоя применяют трифторацетаты (TFA) иттрия, бария и меди, то есть соли трифторуксусной кислоты (CF3 – COOH). В этом пары металлорганики увлекаются потоком газа (для улучшения испаряемости органики, раствор могут подогревать) и переносятся в реакционную камеру. В реакционной камере находится ленточная подложка, например, намотанная на цилиндрический держатель (рисунок 18). Подложка подогревается до температуры ~ 300 – 400 °С. При контакте паров металлорганики с нагретой подложкой они частично разлагаются, при этом на подложке остаются оксиды металлов (иттрия, бария, меди), а органический растворитель улетает и должен выводиться из реакционной камеры. После окончания нанесения смеси оксидов, необходимо провести отжиг для синтеза фазы Y-123.
Этот метод довольно производителен и позволяет получать однородные покрытия. К недостаткам относится высокая стоимость реактивов (трифторацетатов), их ядовитость и химическая агрессивность. Ядовиты и агрессивны также и продукты разложения органики. Это заставляет предъявлять высокие требования по охране окружающей среды и по безопасности рабочего персонала.
Разновидностью этого метода является RABiTS + PLD + MOCVD, когда буферные слои наносят лазерным (или электронно-лучевым) напылением в вакууме.
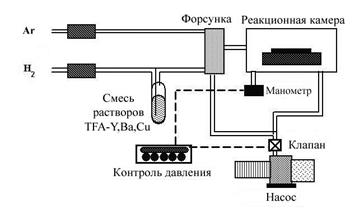
Рисунок 17 - Схема метода MOCVD (Metal Organic Chemical Vapour Deposition)

Рисунок 18 - Держатель длинномерной ленты – подложки для процесса MOCVD
Ещё одной разновидностью метода MOCVD является MOD, в котором жидкая органика наносится на ленту-подложку путём смачивания (или в ещё одной разновидности – путём распыления аэрозоля). Далее лента поступает в горячую зону (при температуре ~ 400 – 600 °С), где происходит пиролиз органики. На ленте также остаётся тонкий слой смеси Y, Ba, Cu, из которых затем синтезируется сверхпроводящая фаза.
В перечисленных выше способах, слой соединения Y-123 (R-123) сразу после нанесения ещё не является сверхпроводником. Как указывалось выше, эти соединения обладают большой областью гомогенности по кислороду и после напыления (или разложения металлорганики) коэффициент кислорода, соответствующий формуле соединения, равен ~ 6,5, в то время как наилучшие сверхпроводящие свойства достигаются при коэффициенте 6,94. Насыщение керамики кислородом, которое необходимо провести, проходит в тонких плёнках в течение 5-15 минут при ~ 700 °С. Обычно для этого процесса используют проходные печи, иногда его проводят в отдельных реакционных камерах. Для того чтобы предотвратить разложение тонкого слоя (~ 1 – 2 мкм) керамики, которое происходит за несколько десятков минут на воздухе, например, при переноске его из камеры в камеру, поскольку соединение Y-123 очень нестойко в парам воды, содержащимся в воздухе, ВТСП слой покрывают сверху тонким защитным слоем серебра (~ 1 – 2 мкм). В ходе последующей операции насыщения кислородом, серебро не реагирует с ВТСП соединением, не окисляется само, и в то же время, свободно пропускает кислород. Обычно серебро наносят методом термического испарения.
На конечных стадиях процесса, ленту покрывают шунтирующим слоем меди толщиной 0,05 – 0,10 мкм и могут (по желанию потребителя) разрезать на более узкие ленты с помощью роликовых ножниц. Стандартными размерами ширины лент для ВТСП 2G является 1 см и 4 - 4,4 мм.
Поиск по сайту: