АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Лекция 5. Общие сведения о получении неразъемных соединений
План лекции: Основные способы получения неразъемных соединений: сварка, пайка и склеивание материалов. Электрическая дуговая сварка: сварочные материалы и оборудование, основные способы электродуговой сварки и выбор элементов режима ручной электродуговой сварки. Технологические особенности сварки углеродистых и легированных сталей, чугунов, цветных металлов и сплавов. Газовая сварка и резка металлов.
По рассматриваемой теме на кафедре имеются следующие диафильмы, с которыми необходимо ознакомиться и изучить.
Св.1. Техника безопасности и производственная санитария при сварочных работах, 2 ч.
Св.2. Электросварка в судостроении, 3 части.
Св.3. Газовая сварка и газовая резка в судостроении, 2 части.
Св.4. Лужение, паяние, заливка подшипников, склеивание металлов.
Св.5. Газовая сварка.
Св.6. Газовая резка металлов.
Св.7. Механизация сварочных работ, 2 части.
Св.8. Сварочное оборудование и аппаратура.
Св.9. Газопламенная обработка.
Св.10. Сварочные трансформаторы
Основными способами получения неразъемных соединений являются сварка, пайка и склеивание материалов. Использование их для получения заготовок и деталей значительно уменьшает трудоемкость изготовления и снижает расход материала.
Сваркой материалов называется процесс получения неразъемных соединений изделий за счет использования межмолекулярных и межатомных сил сцепления. Поэтому, чтобы сварить заготовки необходимо сблизить их на межатомное расстояние.
Сварка металлов и их сплавов имеет наиболее важное значение по сравнению с другими методами получения неразъемных соединений. Это объясняется ее широким распространением и высокой технико-экономической эффективностью. Так, замена литья сваркой экономит 40-50% массы детали. Большой экономический эффект эти способы дают при ремонте CТС и восстановлении деталей. Сварку широко применяют для соединения однородных и разнородных материалов.
Физическая сущность сварки металлических изделий заключается в сближении их на расстояние примерно равное параметру кристаллической решетки. Этому сближению мешают неровности механической обработки и наличие окисных пленок, которые на несколько порядков больше указанного расстояния. Для преодоления этого препятствия необходимо либо сдавить эти заготовки, либо расплавить место их соединения. В связи с этим сварку делят на два основных способа: сварку давлением и сварку плавлением.
При сварке плавлением кромки соединяемых деталей, основной металл, и при необходимости дополнительный (присадочный), нагревают до расплавленного состояния, образуя общую сварочную ванну. После удаления источника нагрева металл ванны охлаждается и затвердевает, образуя наплавленный металл, или сварной шов, соединяющий свариваемые поверхности в одно целое.
По своей природе сварка плавлением является сложным и разнообразным по форме металлургическим процессом. Свойства металла в зоне шва определяются условиями протекания процессов плавления, металлургической обработки основного и присадочного материалов и кристаллизации полученного металла шва при охлаждении.
Свойства сварного соединения в целом определяются характером теплового воздействия на металл в околошовных зонах.
Сварка пластмасс производится с помощью теплоносителя (нагретый газ или инструмент) или нагрева ТВЧ, ультразвуком, трением. Наиболее широко в судоремонте применяется сварка с использованием в качестве теплоносителя нагретый до 180-2200С газ (воздух, азот, углекислый газ) и нагретым инструментом (пластина, паяльник и пр.). После удаления инструмента или разогрева поверхностей свариваемых деталей их сдавливают, чем и обеспечивают сварку.
Пайкой называется процесс получения неразъемных соединений изделий за счет диффузии расплавленного припоя, проникающего в нагретые поверхностные слои заготовок. Припой - металлический сплав, имеющий температуру плавления ниже температуры плавления соединяемых материалов. Температура пайки обычно на 10-300С выше температуры ликвидуса припоя.
Пайка характеризуется широкими возможностями в отношении соединения разнородных материалов: металлов с керамикой, стеклом, графитом и т.п. Качество паяных соединений (прочность, плотность, коррозионная стойкость и др.) зависит от многих побочных процессов, протекающих в зоне пайки.
Принято различать пайку мягкими и твердыми припоями. Температура плавления мягких припоев, а соответственно, и пайки, ниже 4500С, твердых припоев - выше 4500С (обычно даже выше 800 - 9000С).
Склеиванием материалов называется процесс получения неразъемного соединения изделия за счет адгезии, когезии и механического сцепления клеевой пленки с поверхностями склеиваемых заготовок. При этом адгезией (прилипаемостью) называется способность клеевой пленки прочно удерживаться на поверхности склеиваемых материалов, а когезия представляет собой собственную прочность пленки.
Склеивание материалов по сравнению с другими способами получения неразъемных соединений имеет ряд преимуществ: возможность соединения различных материалов (металлов и сплавов, пластмасс, стекол, керамики и др.) как между собой, так и в различных сочетаниях; атмосферостойкость и стойкость к коррозии клеевого шва; возможность соединения тонких материалов, значительное упрощение технологии изготовления изделий и др. Недостатками клеевых соединений являются относительно низкая длительная теплостойкость (до 3500С), склонность к старению и др.
Прочность склейки можно повысить путем механического сцепления пленки клея с шероховатой поверхностью материала; для этого перед склейкой поверхности обрабатывают наждачной бумагой или другим способом.
Электродуговая сварка - наиболее распространенный способ получения неразъемных соединений. Она занимает первое место по числу установок, занятых рабочих, объему и стоимости выпускаемой продукции. Источником тепла при электродуговой сварке является электрическая (сварочная) дуга, которая горит между электродами и заготовкой. На практике применяют два способа электродуговой сварки: сварка неплавящимся электродом (рис.5.1,а) и сварка плавящимся электродом (рис.5.1,б).
При сварке на постоянном токе электрод присоединяют к отрица-тельному полюсу генератора, а изделие - к положительному (прямая полярность). При сварке с обратной полярностью дуга получается менее устойчивой. При перемещении дуги образуется сварочная ванна.

Более широкое применение имеет сварка на переменном токе, так как оборудование для сварки на переменном токе значительно дешевле, меньшей массы и габаритов, проще в эксплуатации. Кроме того, к.п.д. сварочных трансформаторов переменного тока составляет 0,8-0,85, а агрегатов постоянного тока - 0,3-0,6; расход электроэнергии при сварке на переменном токе почти в 3 раза меньше: чем на постоянном. Недостатком сварки на переменном токе является меньшая устойчивость горения дуги.
 Выделение тепловой энергии в сварочной дуге происходит неравно-мерно. Количество тепла, выделяемого на аноде, составляет около 43% за счет бомбардировки его электронами, имеющими кинетическую энергию больше, чем ионы, бомбардирующие катод. На катоде выделяется около 36% общего количества тепла сварочной дуги. Остальное количество тепла выделяется в столбе дуги. Это обстоятельство следует учитывать, например, при сварке тонких листов, где полярность играет большую роль.
Выделение тепловой энергии в сварочной дуге происходит неравно-мерно. Количество тепла, выделяемого на аноде, составляет около 43% за счет бомбардировки его электронами, имеющими кинетическую энергию больше, чем ионы, бомбардирующие катод. На катоде выделяется около 36% общего количества тепла сварочной дуги. Остальное количество тепла выделяется в столбе дуги. Это обстоятельство следует учитывать, например, при сварке тонких листов, где полярность играет большую роль.
При электродуговой сварке на нагревание и расплавление металла используется 60-70% тепла. Остальное количество тепла рассеивается в окружающем пространстве.
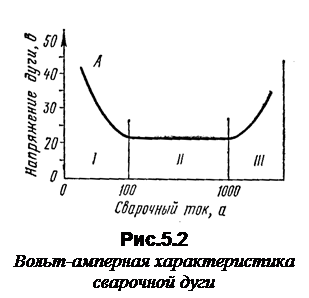
К основным параметрам, характеризующим свойства дуги, относятся напряжение, ток и длина дуги. Напряжение дуги V зависит от ее длины L, тока в ней I, материала и размеров электрода, состава и давления газов и др. Чем больше L, тем больше V. Устойчивое горение дуги при высоком качестве сварки обеспечивается при L = 3...5 мм. Зависимость между V и I, при установившемся стационарном состоянии дуги (L=const), выражается ее статической вольт-амперной характеристикой (рис. 5. 2). Как видно из рисунка, она может быть падающей I, жесткой II и возрастающей III. Самое широкое применение имеет дуга с жесткой характеристикой, при которой напряжение на дуге не зависит от силы сварочного тока.
Для устойчивого горения дуги на переменном токе необходимо увеличивать напряжение и частоту тока, применять специальный газ или обмазку (для ионизации среды).
Основными сварочными материалами при электродуговой сварке являются: сварочная проволока диаметром 0,3...12 мм, электроды (плавящиеся и неплавящиеся), флюс (крупнозернистый, стеклообразный порошок, по составу качественного покрытия электрода) и газ (гелий, аргон, углекислый газ).
Наибольшее применение нашли плавящиеся электроды, представляющие собой металлический стержень длиной 350-450 мм, диаметром d=2...6мм, с толстым (качественным) или тонким (стабилизи-рующим) покрытиями. Толщина покрытия колеблется от 1 до 3 мм. В него входят следующие компоненты: стабилизирующие (соединения Na, Ca, Ba и др.), газообразующие (оксицеллюлоза), шлакообразующие (полевой шпат, мрамор), раскисляющие (FeMn, FeSi), легирующие (FeCr, FeMo и др.) и связующие (жидкое стекло). В маркировке электрода (Э145А) цифра указывает на нижнее значение  в, а А - повышенное значение пластических свойств.
в, а А - повышенное значение пластических свойств.
Сварочные машины и аппараты для питания сварочной электрической дуги: при сварке на постоянном токе питание сварочной электрической дуги происходит от сварочных генераторов или выпрямителей, а при сварке на переменном токе - от сварочных трансформаторов. Сварочные генераторы по устройству и характеристикам отличаются от обычных генераторов, применяемых для силовых установок и освещения. Это наглядно иллюстрируется внешними характеристики обычного и сварочного источников тока. Подробнее устройство и работа сварочных машин и аппаратов будет рассмотрена во время прохождения технологической практики.
При ремонте СТС и их деталей в судовых условиях (без вывода судна из эксплуатации) наиболее часто встречается ручная электродуговая сварка. Она выполняется штучными электродами.
Для получения качественного сварного шва должны быть правильно выбраны элементы режима сварки: диаметр электрода d, величина сварочного тока I и длина дуги L.
Диаметр электрода выбирают в зависимости от толщины металла h и типа сварного соединения. При этом можно руководствоваться следующими данными h/d, в мм: 0,5/1,5; 1-2/2-2,5; 2-5/2,5-4,0; 5-10/4-6; свыше 10/4-8.
Величина сварочного тока определяется в основном выбранным диаметром электрода:
I = kd, А,
где k - коэффициент, А/мм, равный 40-60 для электродов со стержнем из низкоуглеродистой стали и 35-40 - для электродов со стержнем из высоко-легированной стали.
Длина дуги оказывает существенное влияние на качество шва; чем она короче, тем выше качество наплавленного металла. Длину дуги определяют по формуле
L = 0,5(d+2), мм
Возбуждение (зажигание) дуги при ручной электродуговой сварке может быть осуществлено двумя способами:
1)прикосновением торца электрода к свариваемому изделию и отводе электрода от изделия на расстояние 3-4 мм,
2)быстрым боковым движением электрода к свариваемому изделию и отводе электрода от изделия (подобно зажиганию спички).
Более подробно о технике выполнения ручной сварки - на технологической практике.
Поиск по сайту: