АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Переход от служебного назначения изделия к техническим условиям на отдельные детали
Назначение технических условий на изготовление деталей является важнейшим этапом проектирования машины. Заниженные допуски и технические условия ведут к невыполнению машиной ее служебного назначения. Чрезмерно «жесткие» требования к точности деталей являются причиной необоснованного увеличения себестоимости машины. Переход от служебного назначения машины к техническим условиям на изготовление ее деталей осуществляется на основе расчета размерных цепей.
Пример 1. Разработка служебного назначения плунжерного насоса.
Под служебным назначением понимается максимально уточненная и четко сформулированная задача, которую решает машина (изделие).
Служебное назначение плунжерного насоса – перекачивание жидкости. Насос выполнит свое служебное назначение, если будет соответствовать параметрам, характеризующим его качество.
Такими параметрами являются давление и производительность, которые должны быть заданы количественно, с допустимыми отклонениями:
Р = 50+5 атм, Q = 30 л/с.
На основе служебного назначения изделия выявляют:
1. Функциональные параметры. Для плунжерного насоса таким параметром является зазор в плунжерной паре (рис. 11.16).
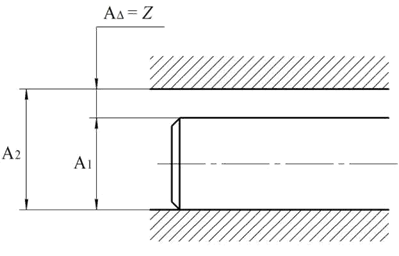
Рис.11.16. Схема и размерная цепь плунжерной пары
Величину минимального зазора определяют тепловые деформации, а максимальная величина зазора зависит от интенсивности износа, расчетных сроков службы, а также условий недопустимости катастрофического износа и падения производительности.
Переход от параметров служебного назначения к функциональным параметрам производится на основе расчетов, исследований, опыта.
2. Технические условия. Технические условия на сборочную единицу устанавливают исходя из служебного назначения изделия и его функциональных параметров на основе технико-экономических расчетов.
Необходимо учитывать при этом следующее:
- возрастание себестоимости и трудоемкости изделия с «ужесточением» технических условий на его изготовление (рис. 11.17,б);
- возрастание расходов на эксплуатацию более дешевого варианта изделия с «заниженными» техническими требованиями в связи с ростом замен частей, сокращением сроков эксплуатации до ремонта (рис. 11.17,в).
Таким образом, существует некоторое оптимальное значение допуска
(технического условия), обеспечивающее минимальные суммарные расходы на изготовление и эксплуатацию изделия (рис. 11.17,а).
Следовательно, максимальный зазор в новом изделии (плунжерный насос) недопустим (нельзя весь допуск на зазор отдать изготовителю).
Для плунжерной пары (рис. 11.16) назначают:
- функциональные параметры: Zном = 0, Zmin =0,0096, Zmax 0,3;
- технические условия на сборочную единицу: Z = 0 ++00,,3095
3. Служебное назначение деталей входящих в изделие, формируется исходя из служебного назначения изделия и технических условий на его изготовление на основе построения и анализа конструкторских размерных цепей.
4. Технические условия на отдельные детали определяются на основе расчета сборочных размерных цепей и выбора детали методов достижения точности.
Последовательность перехода от служебного назначения изделия к
техническим условиям на сборочную единицу и отдельные детали можно представить в виде схемы (рис.11.18).
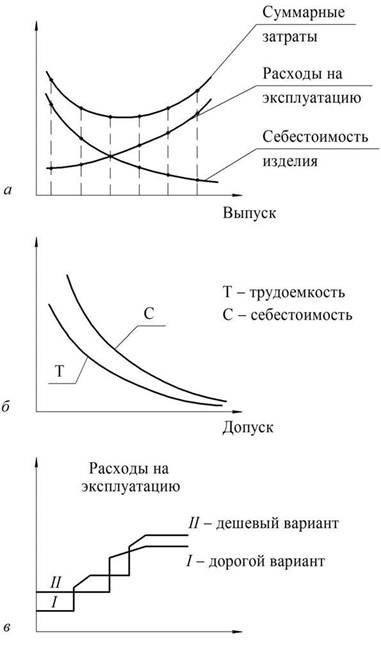
Рис.11.17. Графическое представление взаимосвязи точности изделия с себестоимостью и расходами на эксплуатацию

Рис.11.18.Схема перехода от служебного назначения изделия к техническим условиям на сборочные единицы и детали
Пример 2. Формулировка служебного назначения специального станка.Специальный горизонтальный фрезерный полуавтомат предназначен для
фрезерования поверхностей К деталей типа «стойка» (рис. 11.19). После обработки на станке деталь должна иметь:
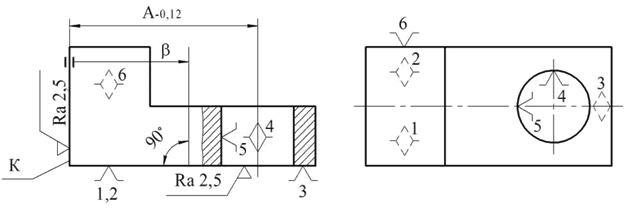
Рис. 11.19. Схема базирования стойки при фрезеровании поверхности К
1) размер А - 0,12 мм;
2) перпендикулярность поверхности К установочной базе (допустимое отклонение от перпендикулярности ±0,05/300);
3) плоскостность поверхности К в пределах 0,03 мм;
4) шероховатость 
2,5 .
Параметры качества и точности детали получают на станке при колебании припуска на обработку от 0,5 до 1,2 мм, колебании твердости в пределах НВ 180-220 и температуры – в пределах 15-45ºС.
Напряжение сети 380 В. Обработка деталей будет осуществляться на режиме: V = 50 м/мин; S = 0,05 мм/об.
Производительность обработки должна быть не менее 30 шт/ч. Шум не более 70 децибел; срок службы станка – 6 лет.
Пример 3. Разработка технических условий на изделие(станок).
В результате обработки деталей на станке необходимо обеспечить перпендикулярность поверхности К установочной базе (рис. 11.20):
номинал заданного параметра точности β = 90º;
допуск.β = 0,1/300;
координата середины поля допуска º β = 0. Получаемый в процессе обработки размер
β дет =β у +β ст +β д или900 = 0 0 + 900 + 00,
где: βдет – номинальное значение заданного параметра; βy – номинальная величина погрешности установки; βст – номинальное значение технического условия на станок; βд – номинальная величина отклонения обрабатываемой поверхности (погрешность динамической настройки).
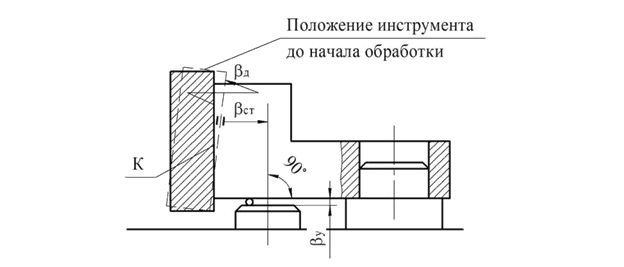
Рис. 11.20. Схема технологической размерной цепи фрезерной операции
Погрешность установки, связанную с базированием и закреплением назначают исходя из принятой схемы установки:
βy = ±0,005/300 мм.
Погрешность динамической настройки для данного режима обработки и диапазона колебания припуска и твердости [9-10]:
βд = + 0,02/300 мм.
В связи с тем, что допуски на βi даны в виде tgβi, при расчете допусков на повороты поверхностей их вначале необходимо привести к одной длине катета (общему знаменателю). Затем, отбросив знаменатель, можно использовать методику расчета для линейных размеров [11].
После расчета допусков следует добавить отброшенный знаменатель:
β дет =β у +β ст +βд и δдет =δβ у +δβ ст +δβд или
0,1 = 0,01 +δβ ст + 0,02, отсюда δβст = 0,07 / 300
Координата середины поля допуска замыкающего звена
0 = 0 + β ст + 0,01, отсюда βст = −0,01/ 300
Таким образом,
δβ ст = 900 +−0,0250,045 / 300
Схема расположения предельных отклонений технического условия на изделие (станок) приведена на рис. 10.
Для обеспечения заданной долговечности часть допуска размера статической настройки выделяют на компенсацию износа, а часть – на компенсацию погрешностей обработки. Из величины δβст = 0,07/300 выделяют
на изготовление – 0,04 мм и эксплуатацию – 0,03 мм.
Размер на изготовление станка β ст = 900 +−0,010,03 / 300
Итак, исполнительная поверхность инструмента должна быть перпендикулярна установочной плоскости станка.
Допустимое отклонение +−00,,0103 на длине 300 мм.
Пример 4. Выбор метода достижения точности замыкающего звена.
Переход от служебного назначения изделия к техническим условиям на отдельные детали.
Задача. Рассчитать и установить допуски на относительные повороты поверхностей деталей технологической системы горизонтально-фрезерного станка с целью достижения требуемой перпендикулярности исполнительной поверхности инструмента к установочной поверхности станка.
Исходные данные:
β = 90º; δβΔ = 0,04/300; º = -0,01/300.
Схема размерной цепи, с помощью которой решается поставленная задача, представлена на рис. 10.
При построении размерной цепи необходимо руководствоваться рекомендациями [11, 12, 13]. В частности, при изображении размерной цепи, определяющей относительные повороты поверхностей, необходимо выполнять условие: стрелки должны идти от вспомогательных баз к основным и сходиться на базовой детали.
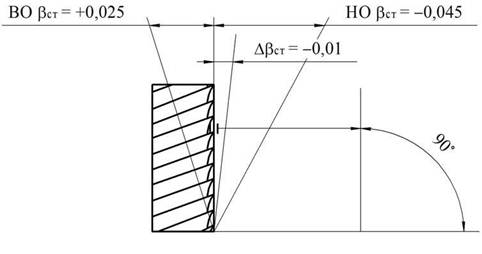
Рис.11.21. Схема расположения предельных отклонений
Для определения увеличивающих и уменьшающих звеньев принимаем в качестве
исходного направления поворот против часовой стрелки вспомогательной базы относительно основной. Если при этом размер 90º у замыкающего звена увеличивается, то звено является увеличивающим.
Правильность простановки номинальных размеров устанавливается из решения уравнения размерной цепи (рис. 11.22):

Рис. 11.22. Схема технологической размерной цепи фрезерной операции
| β = β1 + β2 + β3 + β4 +β5 или 90º = -0 º - 0 º - 0 º + 0 + 90 º. | (11.5) |
Следовательно, номиналы проставлены, верно.
Рассмотрим возможность применения метода полной взаимозаменяемости [1, 11].
Средний допуск составляющих звеньев
| δβ ñð = | δ | = | 0,04 | = 0,008 / 300 | (11.6) | |||
| m −1 | 6 −1 | |||||||
Сопоставление этого допуска с параметрами средне экономической точности, получаемыми при обработке плоскостей различными методами [10], показывает, что изготовление деталей с отклонениями, не выходящими за пределы рассчитанного среднего допуска, экономически целесообразно. Поэтому необходимо отказаться от метода полной взаимозаменяемости.
Рассмотрим возможность применения метода неполной взаимозаменяемости. Принимаем следующие исходные данные:
Закон рассеяния размеров близок к закону Гаусса [1]:
λñð /= 1 9
Допустимый процент брака
Р = 1%; t = 2,57.
Средний допуск составляющих звеньев для этих исходных данных:
| δβ ñð | = | δ | = | 0,04 | (11.7) | ||||
| t | λñð /(m −1) | ||||||||
| 2,57 | (6 | −1) | |||||||
 Этот средний допуск можно считать экономически приемлемым. Скорректируем его с учетом сложности изготовления составляющих
Этот средний допуск можно считать экономически приемлемым. Скорректируем его с учетом сложности изготовления составляющих
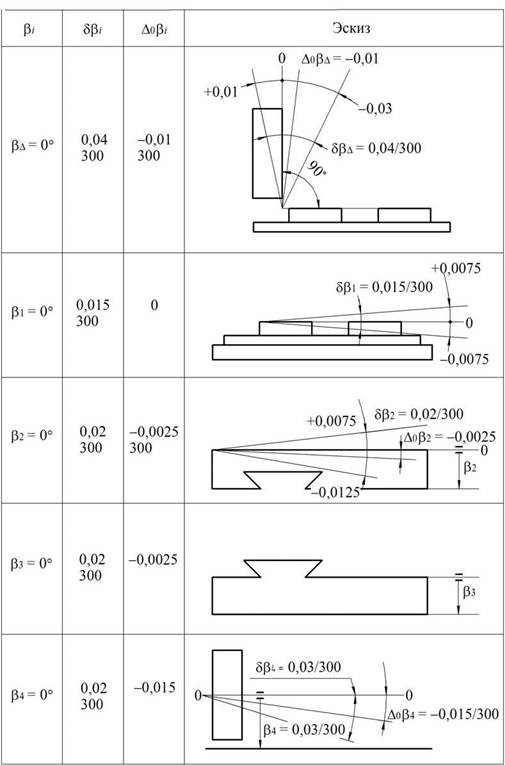
звеньев: δβ1 = 2,0; δβ2 = 0,02/300; δβ3 = 0,02/300; δβ4 = 0,03/300; δβ5 = 0,015/300.
Назначенные параметры точности составляющих звеньев приведены в табл.1.
Допуск на замыкающее звено определяется из уравнения
| δβΔ = t | m∑−1λ i/ δβ2i |
| i =1 |

Таблица 11.2
Параметры точности составляющих звеньев
| 0,04 = 2,57 1/ 9(δβ 1 | 2 + 0,022 + 0,022 + 0,032 + 0,0152) | (11.8) |

Отсюда техническое условие на изготовление приспособления
δβ1 = 0,015/ 300
Устанавливаем координаты середин полей допусков:
| оβ | = m∑−1 | 0 βi | (11.9) | |
| i =1 | ||||
| ºβ = -0,01/300 (заведомо гарантируемый наклон оси шпинделя); | ||||
| ºβ | = 0 (так удобно); | |||
| ºβ2 | = ºβ3 =? (принимаем за неизвестное); | |||
| ºβ4 | = -0,015/300; | |||
| ºβ5 | = 0. | |||
| После подстановки числовых значений координат середины полей | ||||
| допусков получим: | ||||
| -0,01 = -0 - ºβ2 - | ºβ3 + (-0,015) + 0. | (11.10) | ||
| Отсюда 2 ºβ2 = -0,005; |
ºβ2 = ºβ3 = -0,0025/300.
Параметры точности изделия и технические условия на детали представлены в табл. 2.
Таблица 11.3 Параметры точности изделия и технические условия на детали
Поиск по сайту: