АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Составы и свойства низкотемпературных припоев
Одним из сложных многофакторных вопросов является выбор припоя Должны быть учтены такие факторы, как температурный интервал кристаллизации припойного сплава, стоимость и дефицитность компонентов, интенсивность их испарения и растворения в основном металле, смачивание основного металла, когезионная прочность, свойства интерметаллидов, образующихся в переходной зоне от металла к припою
Сплавы, в которых происходит одновременная по всему объему кристаллизация компонентов при самой низкой для данной системы температуре, называют эвтектическими.
На фазовой диаграмме состояния системы (рис. 16) кривую (в двухкомпонентных системах) или поверхность (в трехкомпонентных системах), отделяющую на диаграмме область существования однородной жидкой фазы от остальных областей (кроме области существования газовой фазы) называют л иквидусом. Солидус — линия, отделяющая область твердой фазы. Если точку на диаграмме, отражающую состояние в координатах состав — температура, перемещать в направлении снижения температуры, то при пересечении ликвидуса начинается область кристаллизации, а при пересечении солидуса — заканчивается В случае двухкомпонентной системы концами кривой ликвидуса являются точки плавения чистых исходных компонентов припоя.
Эвтектическая точка на фазовой диаграмме характерна скачкообразным и полным переходом из жидкой фазы в твердую при охлаждении сплава Припой твердеет мгновенно. Отклонения от этого состава приводят к тому, что в жидком припое происходит спонтанная кристаллизация одного из компонентов Внешне это проявляется в медленном затвердевании загустевающего припоя. Если в этот момент, твердеющий паяный шов потревожить незначительным механическим воздействием, то мгновенно наступает общая кристаллизация с выделением крупных кристаллов, недостаточно прочно связанных между собой. Близкий к эвтектическому плав ПОС-61 имеет наименьшую температуру плавления, наилучше капиллярные свойства из оловянно-свинцовых припоев и наименьшую пористость. Низкая пористость необходима для обеспечения высокой когезии припоя и вакуумной плотности швов при пайке корпусов с целью герметизации. При выполнении последних требований необходимо учитывать явление ликвации.
Когезия (сцепление) – притяжение между частицами одного и того же твердого тела или жидкости, приводящее к объеденению этих частиц в единое тело. Причиной когезии являются силы межмолекулярного взаимодействия.
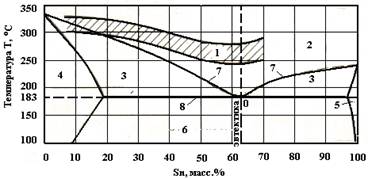
Рис 16 Фазовая диаграмма состояний оловянно свинцового сплава
0 – точка эвтектики; 1 - рекомендуемая температура припоя при смачивании;
2 - область жидкой фазы; 3 - область пастообразной смеси (промежуточная фаза);
4 - область твердого раствора РЬ; 5 - область твердого раствора Sn; 6 - область
твердой фазы; 7 – линия ликвидус; 8 – линия солидус.
Ликвацией называют химическую и структурную неоднородность затвердевшего сплава, возникающую при затвердевании из-за неполноты диффузии во время кристаллизации, идущей не в полном соответствии с диаграммой фазового равновесия. В припоях ПОС, далеко отстоящих от эвтектики, наблюдается зональная ликвация, протекающая во всем объеме. Кристаллы, обогащенные более тугоплавкими компонентами припоя и выпавшие в первую очередь, сцепляются с поверхностью соединяемых металлов и внутренняя часть паяного шва затвердевает независимо от них. Получатся паяный шов со слоистой структурой и с составом, изменяющимся от обеих поверхностей соединяемых металлов к глубинной зоне шва.
В припое ПОС-61 ликвация не наблюдается. Она присуща неэвтектоидным припоям, особенно висмутовым, при длительном 4 ч нагревании ванны с припоем и протекает в объеме ванны. Время пайки при монтаже ЭРЭ должно быть 1—3 с, чтобы не 1ерегревать микросхемы и транзисторы, многие из которых при длительном термическом воздействии могут претерпеть необратимые изменения.
Чем ниже температура пайки, чем более щадящими будут условия воздействия при групповой пайке. Поэтому оправдано стремление использовать более низкотемпературные припои, чем припой ПОС-61. При этом необходимо учитывать, что висмут, применяемый в составе оловянно-свинцовых припоев для снижения температуры пайки, относится к дефицитным металлам, и его количество в припое следует ограничивать. Сплавы должны быть эв-тектоидными или близкими к ним по составу, с минимальной крутизной линий ликвидуса у эвтектической точки.
Растекание является важной технологической характеристикой припоев, так как дает представление о смачивании припоем основного металла, о способности металлов к образованию прочных связей на границе раздела фаз. Если связи не образовались, то жидкий металл, первоначально растекшийся по поверхности во время пайки или лужения, собирается в каплю при последующем охлаждении.
Легкоплавкие висмутовые припои недостаточно хорошо смачивают поверхность, при кристаллизации увеличиваются в объеме.
Кадмиевые припои обладают более высокой прочностью и пластичностью, чем оловянно-свинцовые, но технологические свойства, в частности смачиваемость, у них понижены.
Индиевые припои, несмотря на относительную дефицитность индия, рекомендуются к применению во всех случаях, когда требуется повышенная смачиваемость не только к металлам, но и к стеклам и полупроводникам. Добавление всего 1—2% In к припою ПСр 2,5 существенно улучшает его смачиваемость
При пайке посеребренной поверхности, например, жил провода во фторопластовой изоляции, припой ПОС-61 поглощает серебро, обнажая поверхность, не смачиваемую припоем. Для устранения этого припой предварительно легируют серебром (2%).
Важное значение имеет химическая чистота припоев и строго дозированное введение необходимых добавок. Например, если РЭА предназначена для длительного (несколько месяцев) хранения или работы в условиях сильных морозов (—60° С), есть опасность постепенного перехода олова из металлического в аморфное состояние, если припой содержит много олова («оловянная чума»). Разрушение олова в припое при отрицательных температурах замедляется присадкой As (0,5%) и ускоряется присутствием в припое примесей алюминия (более 5- 10 -6) и цинка (более 5- 10 -6).
Примеси А1 и Zn усиливают вредные окислительные процессы в припое в расплавленном состоянии при пайке волной. Следует учитывать, что в бессурьмянистых оловянно-свишювых припоях отечественного производства, согласно ГОСТ 21931—76, допускается значительное содержание:
А1 (20-10-6) и Zn (20-10-6), что в четыре раза превышает оговоренный выше предел.
Соединения, выполняемые галлиевымиприпоями, достаточно электропроводки и коррозионностойки. Прочность шва примерно вдвое ниже, чем в случае припоев ПОС. Пайка осуществляется при комнатной или повышенной температуре, а после затвердевания, которое длится не менее 1 ч, паяное соединение может работать в широком диапазоне температур (до + 800° С). Пайка бесфлюсовая. Лужение производят, натирая галлием нагретую до 50° С поверхность.
Галлиевые припои представляют собой неравновесные объекты, содержащие нерастворенные зерна металлического порошка (меди, никеля и др.) и фазу, находящуюся в равновесии с галлием. При повышении температуры в период затвердевания шва образуются новые фазы. Чем выше дисперсность порошка, тем меньше время затвердевания и ниже пористость шва. Рост пористости связан с вакансионным механизмом диффузии и вызван существенным различием коэффициентов гетеродиффузии галлия в тугоплавкий металл и тугоплавкого металла в галий. Для снижения пористости вакансионного происхождения необходимо применять термообработку при большом замыкающем механическом усилии
Время жизни приготовленного припоя ограничено двумя сутками при хранении в термосе с сухим льдом (двуокись углерода твердая, ГОСТ 12162—77).
В качестве наполнителя используют порошок металла, подвергаемого пайке. Например, для пайки меди применяют припой ПГМ 65 состава 65Ga — ост. Си, для пайки никеля — припой ПГН 54 состава 54 Ga — oct. Ni. Указанные припои применяют также для присоединения к золоту и серебру.
Галлиевые припои, позволяющие проводить пайку при низкой (50° С) температуре, не превышающей верхнюю рабочую температуру полупроводниковых навесных элементов, представляют собой интерес при герметизации микроузлов в корпус. Пористость шва, наиболее опасную в данном случае, устраняют, дегазируя в вакууме приготовленный для пайки припой, чтобы удалить газы, захваченные развитой поверхностью высокодисперсного порошка наполнителя.
Часть низкотемпературных припоев является нестандартизованным промышленным продуктом (см. табл 3). В таких случаях припои приготовляют путем сплавления входящих в них металлов в графитовых тиглях с раскислением канифолью (ГОСТ 19113— 73). При выборе состава припоя наряду с металлургическими и другими свойствами следует принимать во внимание стоимость входящих компонентов.
Флюсы
Поиск по сайту: