АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ПЕЧАТНЫЕ ПЛАТЫ
1. Аналогично ЭГН.
2. Аналогично ЭГН
3. Определяется внутренняя проводимость пассивного двухполюсника ЭГТ относительно точек «mn» принципиально обратная величине входного сопротивления.
4. Производиться расчет схемы с закороченным участком «mn» (точки соединены перемычкой), одним из известных методов, для определения тока короткого замыкания источника – ЭГТ.
5. По формуле теоремы Нортона определяется искомое напряжение на участке «mn».
ЭКВИВАЛЕНТНЫЕ ПРЕОБРАЗОВАНИЯ В ЛИНЕЙНЫХ ЭЛЕКТРИЧЕСКИХ ЦЕПЯХ
Расчет и исследование сложных электрических цепей во многих случаях можно значительно упростить, сделать более наглядными путем преобразования. В результате этих преобразований схемы одного вида преобразуются в схемы другого вида. Целесообразное преобразование эл. цепи приводит к уменьшению ее ветвей или узлов, а следовательно, и числа уравнений, описывающих режим эл. схемы.
1. Последовательное соединение источников ЭДС
В ходе преобразования происходит замена нескольких источников одним.
 ,
,  .
.
2. Параллельное соединение источников тока.
 |
Замена одним эквивалентным источником тока.
 ,
,  .
.
3. Параллельное соединение источников ЭДС и тока

Применяя метод узловых потенциалов,

 , 1 – базисный узел,
, 1 – базисный узел, 
 .
.
С другой стороны,  ,
,
по аналогии двух формул,
 ,
,  .
.
4. Последовательное соединение источников ЭДС и тока.

 Запишем контурные уравнения для тока I
Запишем контурные уравнения для тока I

 .
.
С другой стороны 
 ,
,  .
.
5. Свертывание – замена одним элементом (только одного типа).
6. Преобразование «треугольника» в «звезду» и наоборот.
7. Замена источников тока источниками ЭДС и наоборот.
8. Использование теоремы о переносе источников.
8.1 Перенос источников ЭДС.


 Применительно к любому узлу электрической цепи, в каждую ветвь можно включить источники ЭДС одинаково направленные относительно узла. На рисунке представлен пример. В ветви 1 ЭДС компенсируются, а в2 и 3 – алгебраически суммируются.
Применительно к любому узлу электрической цепи, в каждую ветвь можно включить источники ЭДС одинаково направленные относительно узла. На рисунке представлен пример. В ветви 1 ЭДС компенсируются, а в2 и 3 – алгебраически суммируются.
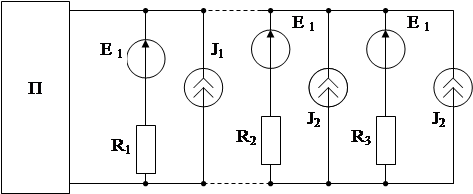
8.2 Перенос источников тока.
В любом замкнутом контуре, параллельно каждой ветви можно включить одинаковый по величине и одинаково ориентированный источник тока.

ПЕРЕДАЧА ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
ОТ ИСТОЧНИКА К ПРИЕМНИКУ
Для исследования передачи энергии от активного двухполюсника к пассивному используем схему:
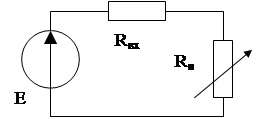 Rвх – входное сопротивление источника энергии (активного двухполюсника).
Rвх – входное сопротивление источника энергии (активного двухполюсника).
Е=Uхх – эквивалентная ЭДС (постоянная величина).
Rн – входное сопротивление пассивного двухполюсника, которое может принимать любое значение.
Необходимо определить условие выделения максимальной мощности в нагрузке. Мощность в рассматриваемой цепи определяется выражением:
 ,
,
где Pн=I2Rн – мощность в нагрузке.
 - мощность, развиваемая эквивалентным активным двухполюсником.
- мощность, развиваемая эквивалентным активным двухполюсником.
I2Rвх – мощность потерь в активном двухполюснике.
Для определения тока I, при котором мощность максимальна следует найти производную от Р по I и приравнять ее к нулю.
 , откуда
, откуда  .
.
В общем случае ток в исходной схеме  .
.
Сопоставив последние два выражения, можно сделать заключение, что при Rн=Rвх мощность, выделяемая в нагрузке максимальна.
Отношение мощности, выделившейся в нагрузке Рн к мощности Ра=EI, развиваемой активным двухполюсником, называется к.п.д.
 .
.
Из полученного соотношения следует, что при максимальной мощности пассивного двухполюсника к.п.д. равен 0,5. Более высокие к.п.д. будут при Rн>Rвх. Режим, при котором мощность, выделяемая в нагрузке максимальна называется режимом согласованной нагрузки.
Если в начале линии передачи напряжение U1 поддерживается постоянным, то линию можно представить в виде последовательного соединения активного двухполюсника с источником ЭДС Eэк=Uхх=U1 (без внутреннего сопротивления), резистивного элемента, учитывающего сопротивление проводов Rл и пассивного двухполюсника с сопротивлением R.
По выведенным выше формулам определяется мощность на приемнике P2 и к.п.д. линии передачи:
 .
.
Мощность, развиваемая источником P1=U1I
Напряжение на выводах приемника:  .
.
По полученным уравнениям определяются основные характеристики линии: U2=f(I), P1=f(I), P2=f(I), h=f(I).
При R=¥ (холостой ход) ток равен 0 (точка в начале координат)
При R=Rл ток определяется отрезком 0a.
При R=0 – короткое замыкание, ток максимален и равен Iк.
Кроме того, при равенстве R=Rл мощность Р1 равна удвоенной мощности приемника и h=0,5.
ПЕЧАТНЫЕ ПЛАТЫ
С 1952 г. в промышленности во все большем объеме находят применение печатные платы (ПП), ставшие доминирующим монтажным элементом в электронных приборах вследствие значительных преимуществ по сравнению с объемным монтажом.
С начала промышленного изготовления РЭС наблюдается стремление изготавливать весь монтаж за дин рабочий процесс (за один производственный цикл). К пионерам этой области относится Эдисон, который уже в 1906 г. описал способ изготовления проводников на изоляторе с помощью металлического порошка.
Дальнейшим технологическим решением явилась разработка компанией Telefunken в 1927 г. метода монтажа из отштампованных соответствующим образом полосок латунной фольги, которые вместе с необходимыми элементами наклепывались на изоляционное основание. Однако эти ним подобные методы не нашли применения, так как они в целом не обеспечивали радикального упрощения технологии монтажа и не были экономически оправданы. Кроме того, быстрое техническое развитие электротехники и электроники обусловливало частые схемотехнические изменения, выполнение которых на основе описанных и аналогичных технических решений было проблематично.
Только технология керамики в сочетании с трафаретной печатью открыла широкие возможности на пути изготовления электромонтажа как единого целого. Исходя из опыта разработки высокочастотных керамических материалов и техники вжигания серебряных покрытий с целью производства керамических конденсаторов, на бывших предприятиях Hescha — Werken в Хермсдорфе были проведены успешные опыты по изготовлению печатных проводников на основе этой технологии. Постепенное дальнейшее развитие этой технологии привело уже в конце 30-х годов к изготовлению комплексных схем, содержащих помимо проводников индуктивности, емкости и печатные сопротивления. Термин «печатная схема» относится к тому времени, когда при помощи трафаретной печати на керамические подложки, по желаемому рисунку проводников, наносили пасты из металлического порошка (преимущественно на основе серебра со смолистыми связующими), которые использование этих первых печатных схем (ограниченные возможности пайки элементов, низкая прочность сцепления проводников на подложке, малые размеры, высокие тепловые нагрузки при спекании) привели к тому, что эта техника не нашла широкого распространения. Лишь в последнее время в микроэлектронике она приобрела значение в виде толстопленочной технологии и, в меньшей степени, при изготовлении керамических коммутационных плат.
В 1925 г. в США был выдан патент № 1582683 Ф. Т. Гармону, в котором была описана обычная в наши дни техника травления. Этим был сделан первый шаг к действительно новой технике монтажа. Однако быстрое развитие этой технологии началось лишь в начале сороковых годов, когда в Англии П. Айслер разработал новый вариант технологии. Он исходил из известного уже диэлектрика с металлическим покрытием и получал желаемый рисунок проводников в процессе травления непосредственно на поверхности изоляционного основания. Несмотря на многочисленные, разработанные в прошлые десятилетия варианты изготовления ПП с применением масок (например, различными гальваническими способами, методом переноса, способом штамповки, чеканки и прессования), метод субтрактивного травления фольги приобрел выдающееся значение и широко применяется до сих пор. Главный недостаток техники травления заключается в том, что собственно цель — изготовление структуры электромонтажа — достигается обходным путем, а именно посредством стравливания определенных участков металлического покрытия базового материала. Поэтому неудивительно, что неоднократно предпринимались попытки изготавливать платы «прямым путем» при помощи аддитивного способа, причем необходимо было сохранить плоскостную структуру и применение масок. После многолетних целенаправленных разработок лишь в последние годы удалось изготовить аддитивным способом высококачественные ПП, которые по своим техническим и экономическим параметрам смогли сравниться с изделиями, полученными химическим методом.
Последней ступенью разработок при изготовлении плоскостных многослойных монтажных структур является способ наращивания, при котором ПП с несколькими монтажными плоскостями наращивается слой за слоем в едином технологическом процессе (толстопленочная или тонкопленочная технология).
Под печатной платой понимают соединение из изоляционного основания и структурированных металлических слоев, которое служит для электромонтажа элементов и узлов, а также в большинстве случаев и для их механического закрепления.
Печатная плата с установленными на ней ЭРЭ представляет собой особую форму узлов и называется печатным узлом.
Система электрических соединений в виде участков металлического покрытия, используемая вместо объемных проводников, называется печатным монтажом.
Печатные платы состоят из одного или нескольких слоев, каждый из которых представляет собой изоляционный материал с односторонним или двухсторонним расположением печатных проводников. В многослойных печатных платах необходимы соединительные изоляционные прокладки для механического соединения отдельных слоев платы и электрической изоляции токоведущих покрытий.
Проводники, лежащие в одной плоскости, называют печатным рисунком.
По функциональному назначению различают слои проводников:
§ сигнальные;
§ потенциальные (заземление, питание),
§ экранирующие;
§ технологические.
По расположению:
§ внутренние слои;
§ внешние слои.
С точки зрения сборки в узлы различают для ПП стороны пайки и установки элементов. Так как элементы с пленарными выводами могут устанавливаться с двух сторон ПП, то в этом случае не различают стороны пайки и установки элементов.
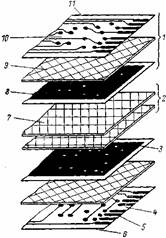 Рис. 1. Схема конструкции многослойной печатной плплааты (МПП).
1- слой; 2 - изоляционная прокладка; 3 -экранирующий слой; 4- сигнальный слой: 5 - печатный электрический соединитель; 6 - сторона монтажа; 7 - прокладочная стеклоткань; 8 - рисунок расположения выводов навесных элементов; 9 - диэлектрик; 10 - рисунок печатной платы со стороны пайки; 11- сторона пайки.
Рис. 1. Схема конструкции многослойной печатной плплааты (МПП).
1- слой; 2 - изоляционная прокладка; 3 -экранирующий слой; 4- сигнальный слой: 5 - печатный электрический соединитель; 6 - сторона монтажа; 7 - прокладочная стеклоткань; 8 - рисунок расположения выводов навесных элементов; 9 - диэлектрик; 10 - рисунок печатной платы со стороны пайки; 11- сторона пайки.
| Базовым направлением в ПП является направление пайки, которое у плат с печатными соединителями совпадает с направлением установки. Вышеприведенные термины поясняются на примере конструкции многослойной печатной платы, схематично представленной на рис. Кроме печатного монтажа, платы могут иметь следующие конструктивные элементы: § монтажные отверстия и контактные площадки; § переходные отверстия; § базовые отверстия; § базовые площадки и отверстия для механических элементов; § контактные площадки и кодирующие элементы для электрических соединителей; § внутренние контактные площадки; § печатные элементы (индуктивности, емкости, сопротивления); § теплопроводящие и теплоотводящие участки; § маркировку; § информационную маркировку, читаемую машиной; § маски для пайки, защитные покрытия мест пайки и лаковые защитные покрытия. Так как печатные проводники на плате изолированы друг от друга диэлектрическим материалом с удельным сопротивлением около 1011 Ом-см и относительной диэлектрической постоянной от 3 до 6, индуктивности, емкости и волноводы могут изготовляться печатным способом. Однако при этом между каждой парой проводников понижается электрическая прочность и возникают нежелательные воздействия емкостных и индуктивных связей. Выбором соответствующего диэлектрического материала и введением конструктивных мер подобные влияния могут быть успешно устранены. |
Увеличение плотности монтажа, уменьшение длины проводников и возможность выполнения печатных элементов наряду с миниатюризацией обеспечивают заметное повышение быстродействия (например, повышение скорости обработки данных). Исключение проводов и свободно расположенных элементов обеспечивает повышенную устойчивость при вибрационных и ударных нагрузках, а, следовательно, повышенную надежность. Путем равномерного расположения проводников могут быть значительно сокращены операции по контролю и наладке. Установка элементов и их контроль также значительно облегчаются вследствие наглядного расположения элементов и возможной маркировки мест установки элементов, проводников, измерительных и контрольных точек с помощью обозначений, выполняемых краской или травлением. Защитные покрытия, представляющие собой, как правило, лаковые слои на основе канифоли, эпоксидных или полиэфирных смол, компенсируют недостатки печатного монтажа. Они устраняют опасность образования электрических мостиков между слоями проводников, возникающих вследствие загрязнения и влаги, и защищают проводники от воздействия агрессивных сред.
Внедрение ПП привело к тому, что для электрических и электронных узлов, изготавливаемых серийно, на передний план выдвигается не вид применяемого электромонтажа, а выбор подходящего типа ПП.
Использование ПП требует комплексного рассмотрения всех этапов производства, начиная с проектирования, подготовки и промышленного внедрения и кончая сборкой в электронные узлы. На рис. 2 представлена связь между проектированием ПП и конструированием, между изготовлением оригинала рисунка проводников и технологией, а также между изготовлением, контролем и ремонтом ПП и их местом в общей системе разработки и производства электронных узлов.
Поиск по сайту: