АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Повреждение законцовок клиновидных изделий
Ремонт поврежденных законцовок клиновидных изделий производится путем удаления и замены поврежденного участка сотового заполнителя и обшивки (рис. 12) в таком порядке:
§ смывается растворителем s 44/13 фирмы Сиккенс лакокрасочное покрытие на ремонтируемой поверхности обшивки; зона смывки должна превышать зону установки заплаты на 10 мм (кругом);
§ производится разметка контура вырезаемой зоны со стороны повреждения большего размера;
§ смывается растворителем s 44/13 фирмы Сиккенс лакокрасочное покрытие на ремонтируемой поверхности обшивки, зона смывки должна превышать зону установки заплаты на 10 мм (кругом);
§ вырезается при помощи приспособления 73789/197 поврежденный участок обшивки сначала со стороны разметки контура вырезаемой зоны, а затем с другой стороны;
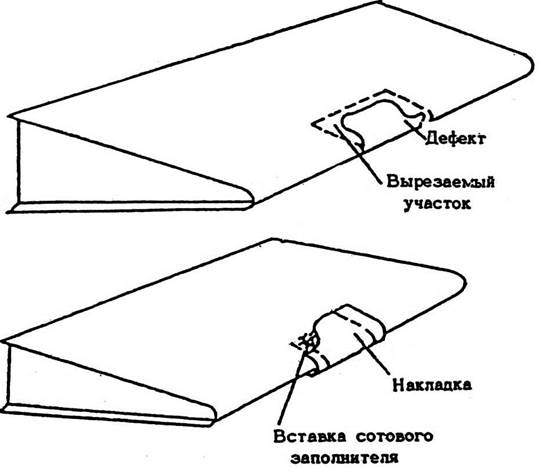
Рис. 12. Ремонт щитовидных агрегатов
§ поврежденный участок сотового заполнителя удаляется ножом;
§ изготавливается вставка сотового заполнителя на 5 мм больше по размерам длины и ширины вырезанного участка и на 2…3 мм больше по высоте этого участка;
§ подгоняется вставка по контуру вырезанного участка;
§ подготавливается технологическая накладка из дюралюминия толщиной 0,3…0,5 мм для передачи давления при вклеивании вставки;
§ накладка сгибается по профилю законцовки изделия, а ее внутренняя поверхность защищается липкой лентой от прилипания клея;
§ склеиваемые поверхности сотового заполнителя обезжириваются Нефрасом и ацетоном с выдержкой после первого обезжиривания в течение 15 мин, а после второго - 5 мин;
§ приготавливается композиция клея ВКВ-9 и наносится на вставку из сотового заполнителя (расход клея ВКВ-9 - 100 г/м2);
§ вставка, промазанная клеем, устанавливается в вырезанную зону изделия;
§ для поджатия вставки устанавливается технологическая накладка и закрепляется липкой лентой;
§ изделие выдерживается в течение 24 ч;
§ снимается технологическая накладка, а вставка обрабатывается ножевой фрезой заподлицо с поверхностью изделия;
§ подготавливается заплата из материала Д19А-Т, анодированного в хромовой кислоте, толщиной, равной толщине ремонтируемой обшивки и имеющая скошенные края; размер заплаты зависит от размера повреждения и подбирается в соответствии с табл. 3 (раздел 4.2.5) и рис. 8 (раздел 4.2.5);
§ заплата сгибается и формуется по профилю законцовки ремонтируемого изделия;
§ заплата приклеивается по технологии, описанной в разделе 4.2.6;
§ после приклейки заплат ремонтируемое изделие выдерживается в течение 48 ч;
§ восстанавливается лакокрасочное покрытие.
Ремонт законцовок с разрезной обшивкой имеет ряд особенностей, которые отмечены на рис.13.
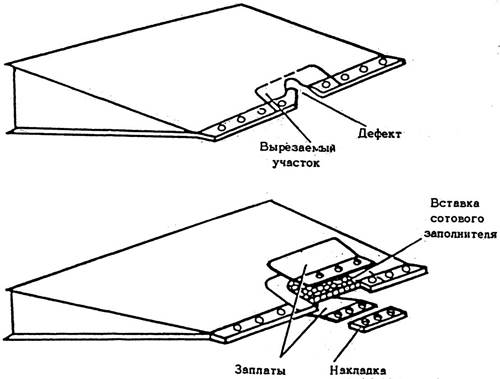
Рис.13. Ремонт законцовок клиновидных агрегатов с разрезной обшивкой
Заплаты изготавливаются из материала Д19А-Т с размерами, указанными в табл. 3 раздела 4.2.5. Накладки изготавливаются из материала Д16 или Д19 и подгоняются по контуру законцовки изделия. В заплатах и накладках размечаются и высверливаются отверстия под заклепки, попадающие в зону склеивания. Заплаты и накладки сверлятся совместно. Приклейка заплат выполняется по технологии, описанной в разделе 4.2.6.
Поиск по сайту: