АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Типовые приспособления, используемые при ремонте элементов сотовых конструкций
| №п/п | Описание приспособления и принципа его работы | Общий вид приспособления |
| 1. | Для вытекания влаги агрегат переворачивается отверстиями вниз. По контуру зоны, в которой обнаружена влага, резиновым клеем 88Н приклеивается мешок из ткани "500-15" с вставленными штуцерами. Под мешок предварительно укладывается дренажная стеклоткань для исключения перекрытия отверстий тканью мешка. Клей наносится на предварительно обезжиренную поверхность агрегата и ткани мешка в два слоя: первый с выдержкой до высыхания, второй - в течение 3…5 мин. Агрегат устанавливается на специальные подставки и вакуумный мешок подсоединяется вакуумному насосу. Термопара устанавливается под низ агрегата со стороны нагрева. Для нагрева можно использовать лампы накаливания ИКЗ 220-500-1. Выпаривание производится нагревом дефектной зоны при температуре 105±50С в течение 6 ч. Степень выпаривания контролируется взвешиванием или после удаления мешка жгутиками диаметром 2,0…2,5 мм из фильтровальной бумаги. Выпаривание разрешено производить не более двух раз. При обнаружении влаги после повторного выпаривания технологию ремонта агрегата необходимо согласовать с представителями предприятия-изготовителя. | 
|
| Соединение деталей при помощи гаек-пистонов применяется в случаях одностороннего подхода к ремонтной зоне. После просверливания отверстия под гайку-пистон производится зенковка отверстия в наружной пластине под углом 1200. После продувки для удаления стружки отверстие и пистон обезжириваются Нефрасом С3-80/120 или С2-80/120, затем ацетоном и просушиваются соответственно 15 и 5 мин. Корпуса гайки-пистона и винта промазываются клеем К-153А. После установки гайки-пистона в отверстие излишки клея удаляются салфеткой, смоченной в ацетоне. Обжимка гайки-пистона производится при помощи приспособления в соответствии с приведенной схемой. Соединение выдерживается 48 ч перед восстановлением лакокрасочного покрытия. |
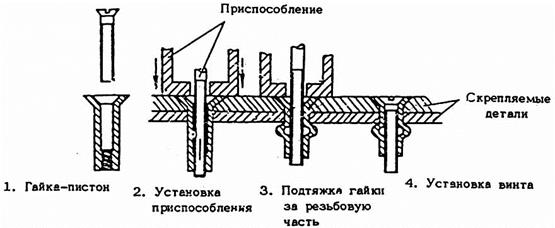 Схема установки гайки-пистона
Схема установки гайки-пистона
|
| 3. | Соединение деталей при помощи заклепок с сердечником применяется в случаях одностороннего подхода к ремонтной зоне. После просверливания отверстия под заклепку производится зенковка отверстия в наружной пластине под углом 1200. После продувки для удаления стружки отверстие и наружная цилиндрическая поверхность заклепки обезжириваются Нефрасом С3-80/120 или С2-80/120, затем ацетоном и просушиваются соответственно 15 и 5 мин. Корпуса гайки-пистона и винта промазываются клеем К-153А. После установки заклепки в отверстие излишки клея удаляются салфеткой, смоченной в ацетоне. При помощи зажима сердечник протягивается через отверстие в заклепке, т.к. торец конической части заклепки упирается в опорную втулку приспособления. В процессе движения сердечника производится пластическая деформация цилиндрической части заклепки, образуется замыкающая головка (фильера). При увеличении усилия вытягивания сердечника происходит отрыв хвостовой части в месте кольцевой проточки на сердечнике. Для выполнения такого соединения применяются ручной и механический способы. (при помощи механического или гидравлического приводов). Соединение выдерживается 48 ч перед восстановлением лакокрасочного покрытия. |
 Схема установки заклепки с сердечником
Схема установки заклепки с сердечником
| |
| 4. | Приспособление 73789/187 для вырезания поврежденной части обшивки представляет собой разъемный цилиндр с фланцем. Разъемные части соединяются при помощи хомута и болтов. Во фланце имеются резьбовые отверстия для установки центрирующих штифтов. Разъемная конструкция позволяет закрепить внутри цилиндрической части патрон пневмодрели с пальчиковой фрезой. В центре дефектной зоны обшивки просверливается отверстие диаметром 5,1 мм под установку фиксатора приспособления. Выбор резьбового отверстия для установки фиксатора определяется диаметром вырезаемого отверстия. Вырезание поврежденной части производится при вращении приспособления вокруг фиксатора. Вырезанная часть обшивки удаляется при помощи клещей или плоскогубцев. Рычаги для удаления вырезанной части не применяются в связи с опасностью повреждения сотового заполнителя. | 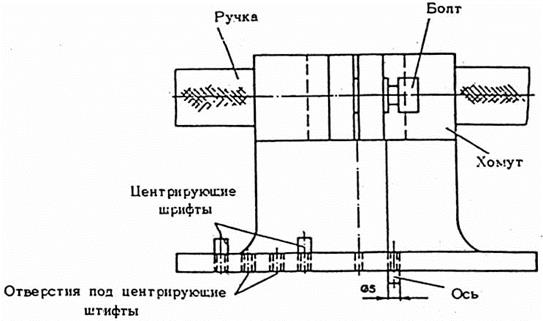 Приспособление 73789/197 для вырезания отверстий в обшивке сотовых конструкций
Приспособление 73789/197 для вырезания отверстий в обшивке сотовых конструкций
| |
| 5. | Удаление сотового заполнителя производится при помощи ножевой фрезы, 61589/513, которая закрепляется в цанговом патроне пневмодрели. |  Ножевая фреза 61589/513
Ножевая фреза 61589/513
| |
| 6. | Зачистка вырезанного участка сотового заполнителя выполняется при помощи приспособления 64729539, которое представляет собой оправку с цилиндрическим стаканом, на торец которого приклеивается шлифовальная шкурка. Оправка крепится в цанговом патроне пневмодрели. |
 Приспособление 64729/539 для зачистки вырезанного участка сотового заполнителя
Приспособление 64729/539 для зачистки вырезанного участка сотового заполнителя
| |
| 7. |
 Центробор 67189/130
Центробор 67189/130
| ||
| 8. | Для создания давления на заплаты в процессе приклеивания применяются деревянные или дюралюминиевые прижимы, выполненные в виде цилиндров или усеченного конуса. Прижимы применяются в случаях, если размер заплаты не превышает 60 мм. Возможная кривизна поверхности компенсируется резиновой прокладкой у основания прижима. Для исключения загрязнения накладки клеем между ней и заплатой прокладывается полиэтиленовая или фторопластовая пленка. Прижимы прижимаются усилием руки и крепятся к обшивке липкой лентой. |

| |
| 9.. | Для создания давления на заплаты в процессе приклеивания применяются воздушные мешки. В качестве воздушного мешка можно применять медицинскую резиновую подушку. Мешок закрепляется на ремонтируемой поверхности при помощи ремней, которые должны обеспечивать сохранность геометрического контура агрегата.. Под ремни на острых кромках ремонтируемого узла устанавливаются прокладки из резины, пенопласта или дерева. |

|
| 10. |
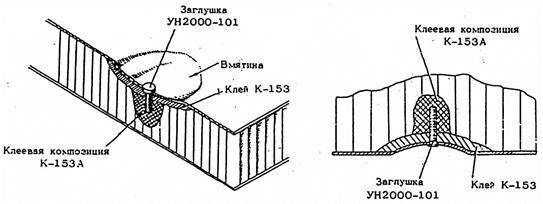 Ремонт вмятин установкой заглушек
Ремонт вмятин установкой заглушек
|
Приложение 1
Поиск по сайту: