АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Сквозные пробоины обшивки диаметром от 40 до 100 мм на клиновидной части изделия с сотовым заполнителем
Ремонт сквозных пробоин обшивки диаметром от 40 до 100 мм на клиновидной части изделия с сотовым заполнителемпроизводится вырезкой поврежденного участка, заменой сотового заполнителя и установкой с двух сторон компенсирующих заплат в следующем порядке:
§ подготавливается заплата из материала Д19А-Т, анодированного в хромовой кислоте, толщиной, равной толщине ремонтируемой обшивки и имеющей скошенные края; размер заплаты зависит от размера пробоины и подбирается в соответствии с табл. 3 (раздел 4.2.5) и рис. 8 (раздел 4.2.5);
§ смывается растворителем s 44/13 фирмы Сиккенс лакокрасочное покрытие на ремонтируемой поверхности обшивки; зона смывки должна превышать зону установки заплаты на 10 мм (кругом);
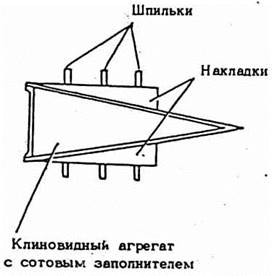
§ изготавливаются фанерные накладки с углом, равным углу наклона обшивки клиновидной части изделия, и размерами, большими на 15…20 мм, в которых просверливаются отверстия диметром 6 мм (см. рис. 11);
§ устанавливается одна накладка в зоне повреждения, и по отверстиям в накладке просверливаются отверстия на всю толщину изделия;
§ устанавливается накладка на противоположную сторону обшивки и фиксируется шпильками или болтами;
§ накладки снимаются для нанесения на поверхности обшивок и накладок двух слоев клея 88НП при просушивании первого слоя клея в течение 30 мин, а второго - 3…5 мин;
§ устанавливаются накладки на поверхностях обшивок, и фиксируются шпильками или болтами;
§ для затвердевания клея дается выдержка в течение 2 ч, после чего снимаются болты или шпильки, ранее фиксировавшие накладки;
§ поврежденная зона вырезается при помощи приспособления 67189/130; размер вырезаемого участка выбирается по табл. 3 раздел 4.2.5;
§ удаляются технологические припуски накладок, приклеенных к обшивкам;
§ ремонтная зона продувается воздухом для удаления стружки;
§ вырезается вставка из сотового заполнителя размерами на 5 мм больше по диаметру и на 4…5 мм больше по высоте удаленного участка;
§ вставка подгоняется по контуру отверстия;
§ склеиваемые поверхности сотового заполнителя обезжириваются Нефрасом и ацетоном с выдержкой после первого обезжиривания в течение 15 мин, а после второго - 5 мин;

| 
|
|
Рис. 11. Изготовление и установка фанерных накладок на клиновидные агрегаты
§ приготавливается композиция клея ВКВ-9 и наносится на вставку из сотового заполнителя (расход клея ВКВ-9 100 г/м2);
§ вставка, промазанная клеем, устанавливается в вырезанную зону и изделие выдерживается при температуре 15…350С в течение 24 ч или в течение 2 ч с последующим подогревом до температуры 65±50С и выдержкой в течение 1ч;
§ вставка из сотового заполнителя обрабатывается заподлицо с поверхностями обшивок при помощи ручной полировальной пневматической машинки, оснащенной ножевой фрезой;
§ ремонтная зона продувается воздухом для удаления стружки;
§ мягким карандашом наносятся оси координат на внешней поверхности заплаты и на ремонтируемом участке обшивки за зоной склеивания;
§ склеиваемая поверхность заплаты обезжиривается Нефрасом СЗ-30/120 или С2-80/120, а затем ацетоном и просушивается после первого обезжиривания 15 мин, а после второго - 5 мин;
§ заплаты приклеиваются по технологии, описанной в разделе 4.2.6;
§ после приклейки заплат ремонтируемое изделие выдерживается в течение 48 ч, и восстанавливается лакокрасочное покрытие.
Поиск по сайту: