АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Клейові з’єднання ОВ
Клейові з’єднання ОВ відносяться до нероз’ємних. До переваг цього способу слід віднести малий час на виконання з’єднання, відсутність термодеформації ОВ, простота обладнання, порівняно невеликі вимоги до кваліфікації робітників. Однак обмежений час служби, часова та температурна нестабільність втрат в клейових з’єднаннях стримує широке застосування клейових з'єднань ОВ.
Для отримання клейових з'єднань забезпечують суміщення та фіксацію ОВ: в капілярі або в прямокутній трубці за допомогою V- образної канавки, в муфтах за допомогою напрямних струменів. Приклади таких з’єднань наведені на рис. 2.15.
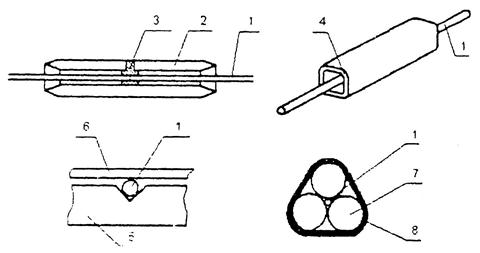
1 - ОВ; 2 - скляний капіляр; 3 - клей; 4 - прямокутна трубка; 5 - корпус з V-образною канавкою; 6 - кришка; 7 - напрямні стрижені; 8 - муфта
Рисунок 2.15 – Клейових з’єднань ОВ
Узагальнена методика виконання клейових з’єднань виглядає таким чином:
1. Підготовка виконання до з’єднання
2. Введення волокна в капіляр
3. Наповнення емісійною рідиною, гелем або клеєм
4. Юстирування волокон
5. Нанесення адгазивної речовини
6. Цементація адгезиву ультрафіолетовим випромінюванням
2.5.4 Зварні з’єднання ОВ
На наш час зварні з’єднання ОВ залишаються найбільш поширеним методом отримання нероз’ємних з’єднань ОВ. Зварювання передбачає розплавлення кінців ОВ в результаті дії теплової енергії електричного розряду, газового полум’я, лазерного випромінювання. Кожен з цих методів зварювання має свої переваги і недоліки. Перевага зварювання за допомогою лазера є можливість отримання чистих з’єднань без наявності домішок сторонніх речовин і як наслідок – отримання малих втрат, менше 0,1 дБ. Як правило в якості джерела лазерного випромінювання використовуються газові лазери великої потужності (до 5 Вт) на СО2. Таке устаткування виробляється фірмами Cabloptic (Швейцарія) Hewlett-Packard (США).
Зварювання полум’ям газової горілки не забезпечує чистоти з’єднання, але дає можливість отримання з’єднання підвищеної міцності. За допомогою газового полум’я як правило зварюють багатомодові ОВ. Устаткування для такого зварювання випускають фірми Cabloptic, АТ&Т (США) та інші.
Найбільшого застосування отримав спосіб зварювання ОВ у колі електричного розряду. Зварювання ОВ в колі електричного розряду виконується в такій послідовності:
1. Підготовка торцевих поверхонь ОВ
2. Юстирування ОВ, тобто суміщення серцевин ОВ і встановлення необхідної відстані між ОВ.
3. Попереднє оплавлення торців світловодів з метою ліквідації мікро нерівностей.
4. Безпосереднє зварювання ОВ.
Для реалізації зварних з’єднань ОВ розроблено ряд зварювалних апаратів. Їх можна класифікувати таким чином:
1. По способу юстирування ОВ, яке може виконуватися по геометричним розмірам серцевин, або по втратам світла в місці зварювання.
2. По способу проведення операції зварювання – ручні та автоматичні.
3. По типу контрольного пристрою – мікроскоп, монітор на рідких кристалах, інше.
4. Кількості волокон що зварюються – одно волоконні, багато волоконні.
Після здійснення зварювання якість з’єднання перевіряється як візуально і за допомогою рефлектометра, який виміряє рівень втрат і місці з’єднання. Якщо рівень втрат перевищує допустимий рівень проводиться повторне з’єднання і всі операції виконуються наново.
Після отримання якісного зварного з’єднання місце зварки захищається шляхом термічної усадки комплекту деталей для захисту місця зварки. Як приклад можна навести комплект SMOUV компанії Raychem.
В Україні виготовляється комплект деталей для захисту місця зварки волокон (КД33), що має конструкцію, аналогічну конструкції SMOUV.
Поиск по сайту: