АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Силы при точении
|
Читайте также: |
К технологическим силовым характеристикам точения относят: составляющую силы резания PZ, направленную по скорости резания v, проекцию PX силы резания на направление подачи S, перпендикулярную названным направлениям, силу PY, а также крутящий момент M кр и мощность резания Ne.
Сила PX (рис. 14.5)нагружает механизм подачи станка и ограничивается прочностью наиболее слабых звеньев этого механизма. Сила PY отжимает резец в направлении, перпендикулярном обработанной поверхности. Величина этой силы ограничивается требованиями к точности обработки, а также виброустойчивостью процесса резания.
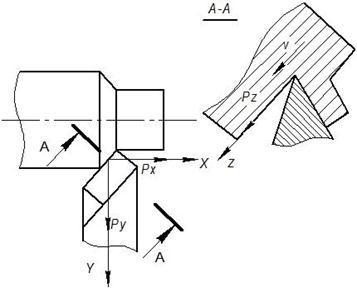
Рис. 14.5. Схема технологических осей x, y, z
и технологических составляющих PX, PY, PZ силы резания
при продольном точении
Силу PZ, перпендикулярную основной плоскости, часто называют главной составляющей силы резания. Это связано с тем, что она, как правило, превышает по величине силы PX и PY и, кроме того, совпадая по направлению со скоростью резания, определяет мощность резания Ne (кВт):
 (14.13)
(14.13)
Вместе с диаметром D обработки сила PZ определяет также крутящий момент (Н·м):
 (14.14)
(14.14)
Силы PX, PY, PZ, крутящий момент M кр, мощность резания Ne необходимо знать при определении допускаемых режимов резания, а также при проектировании станков, приспособлений и металлорежущих инструментов.
При сверлении, зенкеровании, развертывании в качестве технологических составляющих используются осевая сила и крутящий момент. При торцовом фрезеровании с вертикальной осью вращения фрезы используют крутящий момент, осевую силу PW (вертикальную) и две силы в горизонтальной плоскости – силу подачи PH и перпендикулярную ей силу PV.
Физические составляющие силы резания относят к тем площадкам (или зонам), где они в действительности возникают, т. е. к условной плоскости сдвига, к передней и задней поверхностям режущего инструмента и застойной зоны. Таким образом, при этом раздельно учитываются силы на передней и задней поверхностях инструмента (рис. 14.6).
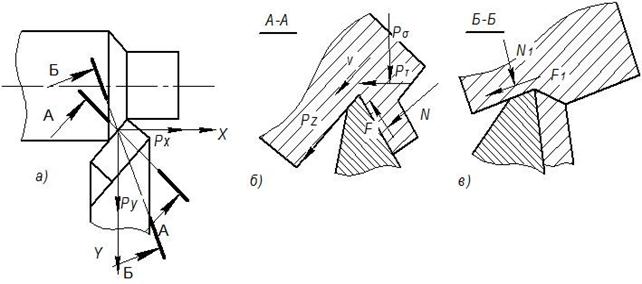
Рис. 14.6. Физические составляющие силы резания в основной (а) плоскости,
плоскостях резания (б) и стружкообразования (в)
Раздельно рассматриваются также силы на главной и вспомогательной задних поверхностях. Для повышения точности расчета сил целесообразно раздельно учитывать силы на задних поверхностях застойной зоны и фаски износа.
Методика расчета сил резания в каждом конкретном случае должна учитывать закономерности и специфику рассматриваемого способа обработки. По числу, форме и расположению режущих кромок точение может представлять собой одну из четырех разновидностей лезвийной обработки: свободное прямоугольное, несвободное прямоугольное, свободное косоугольное и несвободное косоугольное резание. Каждая из названных схем имеет свои особенности, которые проявляются главным образом в положении плоскости стружкообразования относительно системы технологических координат x, y, z.
Наиболее простым является случай свободного прямоугольного резания, когда резание осуществляется одной прямолинейной кромкой, перпендикулярной к скорости резания v (рис. 14.7).
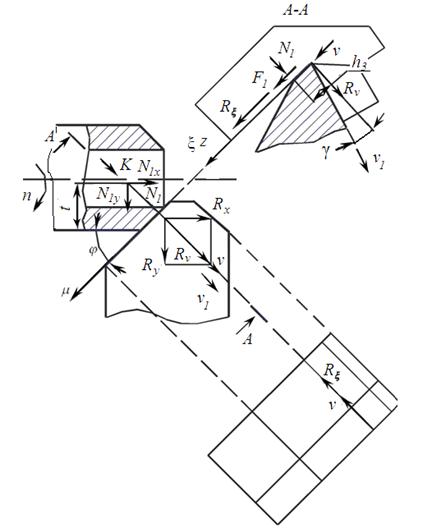
Рис. 14.7. Положение плоскости стружкообразования и схема сил
при свободном прямоугольном точении
При свободном прямоугольном точении плоскость стружкообразования перпендикулярна режущей кромке, т. е. совпадает с главной секущей плоскостью, и содержит векторы скоростей схода стружки v 1и резания v.
Введем систему координат n, m, x,связанную с плоскостью стружкообразования. Ось n совпадает с проекцией вектора скорости схода стружки на основную плоскость, а ось x – с вектором скорости резания. При этом третья ось координат m направлена вдоль режущей кромки резца. Силы на задней поверхности (F 1 и N 1), определяющиеся в главной секущей плоскости (рис. 14.7), и проекции силы стружкообразования (R n и R x), определяющиеся в плоскости стружкообразования, в данном случае находятся в одной плоскости. Проекция силы резания на ось m равна нулю.
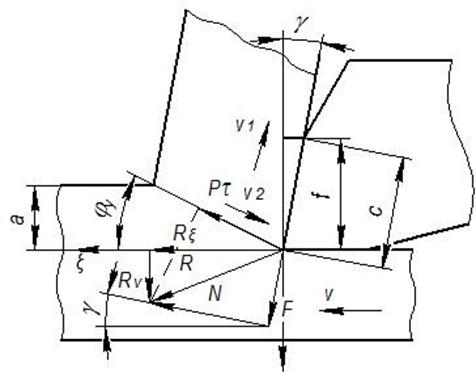
Рис. 14.8. Схема сил в условной плоскости сдвига и на укороченной
передней поверхности резца со стабилизирующей фаской
Расчет технологических составляющих силы стружкообразования для условий пластического контакта стружки с инструментом целесообразно основывать на том, что в первую очередь определяются две касательные силы (рис. 14.8):
 , (14.15)
, (14.15)
 (14.16)
(14.16)
Относительная длина контакта с/а для схем резания инструментами со стабилизирующей фаской определяется по ширине фаски и действительному углу схода стружки:
 (14.17)
(14.17)
При резании инструментом с полной передней поверхностью может быть использована формула
 (14.18)
(14.18)
Нормальную к передней поверхности составляющую силы стружкообразования найдем, проектируя на условную плоскость сдвига силы  , действующие на стружку со стороны условной плоскости сдвига, силы F и N, действующие на стружку со стороны передней поверхности:
, действующие на стружку со стороны условной плоскости сдвига, силы F и N, действующие на стружку со стороны передней поверхности:
 (14.19)
(14.19)
Силы  и
и  найдутся как проекции сил F и N на оси x и n:
найдутся как проекции сил F и N на оси x и n:
 (14.20)
(14.20)
где  (14.21)
(14.21)
 (14.22)
(14.22)
Выразим силы N 1 и F 1 через нормальные напряжения qN 1 и коэффициент трения m1 на задней поверхности инструмента:
 (14.23)
(14.23)
Согласно экспериментальным данным, для резания сталей на ферритной основе твердостью HB < 3000 МПа без применения смазочно-охлаждающих жидкостей можно принять

 .
.
С учетом вышеизложенного формулы для определения сил PX, PY, PZ при свободном прямоугольном точении имеют вид:
|
Поиск по сайту: