АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Режущие инструменты, действительные углы режущего лезвия
Лезвийные режущие инструменты чрезвычайно разнообразны. Ниже в качестве примеров рассмотрены некоторые из них.
Резцы – одни из наиболее распространенных режущих инструментов. Основные типы резцов: проходные, подрезные, расточные и отрезные (рис. 13.15). По конструкции они могут быть напайными или с механическим креплением сменных многогранных режущих пластин.
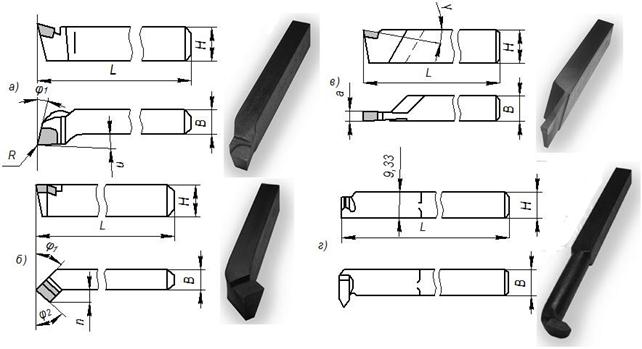
Рис. 13.15. Токарные резцы:
а – проходной; б – отрезной; в – подрезной; г – расточной
Осевые инструменты для обработки отверстий: сверла, зенкеры, развертки, расточные головки. Кинематика способов обработки этими инструментами характеризуется вращательным движением резания инструмента (или заготовки) и поступательным перемещением подачи инструмента по оси вращения.
Сверла –осевые режущие инструменты, предназначенные для образования отверстий в сплошном материале, а также для рассверливания отверстий, предварительно полученных сверлением, литьем, обработкой давлением. Основные типы сверл: перовые, спиральные (с винтовыми канавками), специальные (для сверления глубоких отверстий, кольцевые, комбинированные и др.). Наибольшее распространение получили спиральные сверла (рис. 13.16, а)

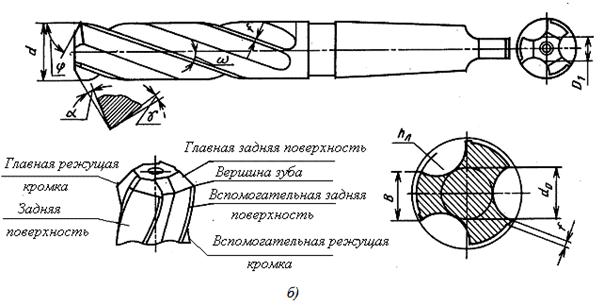
Рис. 13.16. Основные геометрические параметры:
а – спирального сверла; б – зенкера
Зенкеры – осевые многолезвийные режущие инструменты для промежуточной или окончательной обработки отверстий, предварительно полученных сверлением, литьем, обработкой давлением (13.16, б).
Развертки – осевые многолезвийные режущие инструменты для окончательной обработки отверстий (рис. 13.17).
Фрезы – многозубые режущие инструменты с вращательным относительно оси инструмента движением резания и любым движением подачи в плоскости, перпендикулярной оси вращения (см. рис. 13.6).

Рис. 13.17. Основные геометрические параметры развертки
Метчики – инструменты для нарезания резьбы в отверстиях (рис. 13.18), плашки – для нарезания наружных резьб.

Рис. 13.18. Метчик (а) и схема нарезания резьбы метчиком (б); в – плашка
Для определения действительных углов режущего лезвия, параметров сечения срезаемого слоя используются следующие координатные плоскости: основная плоскость, рабочая плоскость, плоскость резания и плоскость стружкообразования.
Основная плоскость перпендикулярна скорости действительного главного движения (рис. 13.19).
Рабочая плоскость содержит векторы скорости резания v и подачи S.
Плоскость резания проводится через режущую кромку и скорость резания v. Если режущая кромка криволинейная, то плоскость резания касается режущего лезвия в рассматриваемой точке.

Рис. 13.19. Действительные углы режущего лезвия при строгании
Плоскость стружкообразования (для всей стружки) проходит через перпендикуляр к режущей кромке в плоскости резания и через вектор схода стружки v1. В данной точке режущей кромки (для элементарного участка стружки шириной Db) плоскость стружкообразования перпендикулярна режущей кромке.
Действительные углы режущего лезвия:угол в плане, задний угол, угол наклона режущей кромки и передний угол – определяются соответственно в основной плоскости, рабочей плоскости, плоскости резания и плоскости стружкообразования.
Действительный угол в плане j измеряют в основной плоскости между проекцией режущей кромки и рабочей плоскостью (рис. 13.19, а). В этой же плоскости измеряют и радиус r при вершине (радиус закругления вершины).
Действительный задний угол a измеряют в рабочей плоскости (рис. 13.19, б) как угол между задней поверхностью и направлением вектора скорости движения резания.
В плоскости резания измеряют угол наклона режущей кромки l (рис. 13.19, г) между режущей кромкой и основной плоскостью. Положительным считается угол l, если вершина резца – самая низкая точка режущей кромки.
При фрезеровании цилиндрической фрезой (рис. 13.20) угол l наклона режущей кромки является углом наклона винтового зуба. Соответственно, для прямозубой фрезы угол l равен нулю.

Рис. 13.20. Схема фрезерования цилиндрической фрезой с винтовым зубом
Действительный передний угол  измеряют в плоскости стружкообразования, как угол между основной плоскостью и направлением вектора скорости
измеряют в плоскости стружкообразования, как угол между основной плоскостью и направлением вектора скорости  схода стружки. Направление схода стружки в плоскости стружкообразования зависит от многих факторов и может существенно изменяться при изменении условий резания. Увеличение действительного переднего угла может быть вызвано возникновением на режущем лезвии наростов или застойных зон.
схода стружки. Направление схода стружки в плоскости стружкообразования зависит от многих факторов и может существенно изменяться при изменении условий резания. Увеличение действительного переднего угла может быть вызвано возникновением на режущем лезвии наростов или застойных зон.
Поиск по сайту: