АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Пример отчета по лабораторной работе. Цель работы: Ознакомиться с микрометрическим инструментом
Цель работы: Ознакомиться с микрометрическим инструментом. Познакомиться с конструкцией и назначением измерительных инструментов и приборов. Приобрести навыки в обращении с инструментами.
Вал - объект измерения. Согласно НД, задано измерить 7,5±0,006
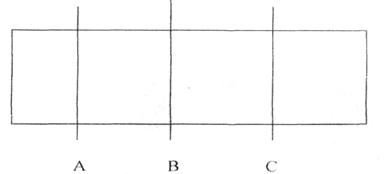

Рисунок 5.4 - Определение формы детали
Анализ объекта измерений позволяет сделать вывод, что поле допуска равно 0,012. Выбор средства измерения по коэффициенту точности не даёт основание выбрать микрометр типа МК – 25 – 1 или МК 50 с пределом систематической погрешности 0,002, если таковой имеется в наличии, поэтому следует провести измерения сравнительно, сначала МК – 25 – 1, а затем МР 25 по ГОСТ 4381 – 87 «Рычажный микрометр». Для полной иллюстрации приводится рисунок микрометра МК 50, хотя для проведения лабораторной работы необходимо применить микрометр МК 25.

1 - пятка, 2 - установочная схема, 3 -микрометрический винт,
4 -стебель, 5 -барабан, 6 - трещотка, 7 - стопор, 8 - скоба.
Рисунок 5.5 - Микрометр типа МК 50
Коэффициент точности для МК 25 будет равен:  ; однако цена деления у МК 25 равна 0,01 мм, что не обеспечит достаточную точность отсчёта допуска 0,006 мм, поэтому необходимо выбрать МР 25 с ценой деления на индикаторе 0,001 мм и предельно допустимой погрешностью Δ = 0,0015мм.
; однако цена деления у МК 25 равна 0,01 мм, что не обеспечит достаточную точность отсчёта допуска 0,006 мм, поэтому необходимо выбрать МР 25 с ценой деления на индикаторе 0,001 мм и предельно допустимой погрешностью Δ = 0,0015мм.
При таком выборе коэффициент точности будет:  ; что гарантировано обеспечит необходимую точность. Вычислим неисключённую систематическую погрешность по формуле (5.1):
; что гарантировано обеспечит необходимую точность. Вычислим неисключённую систематическую погрешность по формуле (5.1):
 , (5.1)
, (5.1)
ΔС=0,0015, ΔОП=0,000075, ΔУСЛ=0
Θ (Р) = 0,0015+0,000075 = 0,001575
В результате проведения сравнительных измерений получили:
х1 = 7,501
х2 = 7,499
х3 = 7,500
Определим среднее значение 

Определим размах наблюдений по формуле (5.2):
 , (5.2)
, (5.2)
7,501 - 7,499 = 0,002
Рассчитываем промахи:
ν1 = 7,501 - 7,5 = 0,001; ν2 = 7,500 - 7,5 = 0; ν3 = 7,499 - 7,499 = - 0,001
Если νi < Z(Р,n)· S(x), то результат наблюдения не является промахом.
Z(Р,n = 1,96 по таблицам Лапласа для Р = 0,95.
Определим дисперсию и среднеквадратическое отклонение
D= (7,501 – 7,5)2 + (7,500 – 7,5)2 + (7,499 – 7,5)2 = 0,000002;
S(x) =  = 0,001.
= 0,001.
Зная теперь СКО, можно определить признак промахов в результатах наблюдений.
ν1 = 7,501 - 7,5 = 0,001 < Z(Р,n)· S(x) = 1,96 · 0,001= 0,00196.
На основании полученного результата неравенства, принимаем решение о том, что промахов нет.
Определяем отношение Θ (Р)/ S(x):
Θ (Р)/ S(x)= 0,001575/0,001 = 1,575;
Так как 0,8≤ 1,575 ≤8, то ΔР вычисляем по формуле (5.3):
 , (5.3)
, (5.3)
 , (5.4)
, (5.4)
Кр=  =
=  = 0,717 = 0,7 с округлением (5.5)
= 0,717 = 0,7 с округлением (5.5)
 , (5.6)
, (5.6)
где Zр/2 - Коэффициент Лапласса, определяемый по таблице и равный 1,414.
 = 1,414 · 0,001 = 0,001414 = 0,0014 мм
= 1,414 · 0,001 = 0,001414 = 0,0014 мм
ΔР = 0,7 [0,0016 + 0,0014] = 0,0021;
Результат измерений теперь можно записать следующим образом:
А = 7,5 ± 0,0021 мм
Вывод по проведенной лабораторной работе: с доверительной вероятностью 0,99 определили, что реальное значение размера вала находится в доверительных границах ΔР = 7,5 ± 0,0021 мм.
По заданию НД, предписывалось произвести измерения диаметра вала с допустимыми пределами 7,5 ± 0,006 мм, результат получили 7,5 ± 0,0021 мм, что свидетельствует о правильности выбора средства измерения. Если выбрать рычажный микрометр МР 25 с ценой деления 0,002 мм, то результаты наблюдений будут грубее. Так как цена деления 0,002 мм, то отсчёты будут 7,502 мм, 7,500 мм, 7,498 мм. Δ(Р) = 0,7 (0,00315 + 0,00283) = 0,00418 = 0,0042 мм. Тогда результат будет грубее, но в пределах НД - А = 7,5 ± 0,0042 мм. Этот результат меньше, чем задание по НД, поэтому выбор рычажного микрометра правильный.
Рычажный микрометр позволяет с достаточной точностью оценить прецизионность вала на неравномерность диаметров по кругу в разных сечениях по эллипсности или шестигранности. Такую оценку обычно проводят при измерении плунжерных пар в топливной аппаратуре и иглах форсунок.
5.7 Варианты и исходные данные для выполнения лабораторной работы:
| № по списку гр. | Dвала(мм) | № по списку гр. | Dвала(мм) |
| 8,7 | 9,3 | ||
| 7,7 | 9,4 | ||
| 8,8 | 9,5 | ||
| 7,8 | 9,6 | ||
| 7,9 | 8,6 | ||
| 8,9 | 8,65 | ||
| 7,03 | 9,7 | ||
| 8,1 | 9,8 | ||
| 8,2 | 9.9 | ||
| 8,75 | 10,9 | ||
| 9,0 | 10,0 | ||
| 8,3 | 10,15 | ||
| 9,1 | 10,25 | ||
| 8,4 | 10,4 | ||
| 8,5 | 10,5 | ||
| 9,2 | 10,6 |
Вопросы для самоконтроля
5.8.1 Какие вы знаете микрометрические инструменты?
5.8.2 Что называется измерением? Какие методы вы знаете?
5.8.З Что называется абсолютным методом измерения?
5.8.4 В чем сущность относительного метода измерения?
5.8.5 Устройство и назначение микрометра.
5.8.6 Перечислите погрешности, возникающие при измерении микрометром.
5.8.7 Порядок измерения среднего диаметра вала рычажным микрометром.
5.8.8 Сделайте выводы по работе, если бы при выборе СИ, был бы взят микрометр МК 25 с ценой деления 0,01 мм.
Поиск по сайту: