АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Метод трех проволочек
Одним из наиболее распространенных и точных методов измерений среднего диаметра резьбы является метод трех проволочек, являющийся косвенным методом измерений. Измерение среднего диаметра резьбы этим методом базируется на определении среднего диаметра резьбы как диаметра воображаемого цилиндра, поверхность которого пересекает витки резьбы, так что ширина витка в сечении, проходящем через ось резьбы, равна ширине впадины.
Метод заключается в следующем: во впадины резьбы закладываются три проволочки равного диаметра dпр и при помощи какого-либо контактного средства измерения измеряется размер М (рисунок 6.4).
При изменении выбираемого диаметра dпр проволочки, положение её во впадине меняется и при этом в значительной мере сказываются погрешности угла профиля. Для уменьшения влияния этой погрешности выбирают проволочки наивыгоднейшего диаметра dпр.н., который обеспечивает их касание с впадиной резьбы по линии среднего диаметра d2. Тогда средний диаметр рассчитываем по формуле (6.2):
 , (6.2)
, (6.2)
Для метрической резьбы (а = 60°) d2 рассчитываем по формуле (6.3):
d2 = М – 3dпр.н + 0,866Р, (6.3)
где dпр.н= 0,5Р/cos α/2 — наивыгоднейший диаметр проволочек.
Для измерения размера М используют длинномеры, оптиметры, микрометры и т. п. При измерении на горизонтальном оптиметре обеспечивается погрешность измерения 1,5—2 мкм. Для повышения точности измерения учитывают погрешности диаметра проволочек, шага, угла профиля, угла подъема резьбы, деформации витков и др. При небольшом числе витков применяют метод двух проволочек, тогда d2 вычисляем по формуле (6.4):
d2 = М – 3dпр.н+ 0.866P – P2/[8(М – dпр.н)], (6.4)
Для контроля резьб с D > 100 мм применяют одну проволочку. В цеховых условиях и при ремонте используют микрометры с резьбовыми вставками. Погрешность этого метода 0,025 — 0,2 мм.
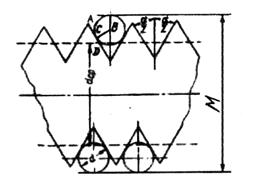
Рисунок 6.4 – Метод трех проволочек
Поиск по сайту: