АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Електромонтажних робіт
Конструкційні матеріали використовують при виготовленні корпусів шаф, щитів, пультів, щитків і кріпильних конструкцій. З листової сталі (гнуті конструкції) на листозгинальних установках або пресах згинають різні профілі у вигляді кутників, корит, Z-подібних та інших форм.
Холодногнуту профільну і листову сталь використовують для різних типових підтримуючих конструкцій — рам, кронштейнів, скоб при виготовленні їх в умовах заводу або МЕЗ. Конструкції, що виконані з листової і холодногнутої профільної сталі, як правило, значно легше, менш трудомісткі у виготовленні і більше відповідають вимогам сучасної естетики в порівнянні зі зварними каркасними конструкціями, що виконані з фасонної стали гарячого прокату.
Кутову, швелерну, таврову фасонну сталь гарячого прокату використовують в основному для виготовлення рам та інших підтримуючих конструкцій індивідуального призначення. Штабову і круглу сталь використовують для виконання мереж заземлення і виготовлення простих конструкцій невеликого розміру.
Сітчасті огородження струмоведучих частин виконують з стальної плетеної одинарної сітки з квадратними комірками розміром 10 і 20 мм, з дроту товщиною 1—2 мм.
Металеві і пластмасові труби, гнучкі металеві рукава використовують в основному для електропроводок.
Провідникові матеріали. Проводи, шнури і електричні кабелі являють собою вироби, які мають одну або більше ізольованих жил, поверх яких, в залежності від конструкції, мають наявність обмотки, обплетення та інші захисні оболонки. Установочним називають провід для електричних мереж низької напруги.
Електричним шнуром називають провід з ізольованими жилами підвищеної гнучкості, який служить для з’єднання з рухомими пристроями.
Марки проводу (кабелю) — це буквене позначення, що характеризує матеріал струмоведучих жил, ізоляцію, ступень гнучкості і конструкцію захисних покровів.
Для електромонтажних робіт широко використовують ізольовані проводи марок АПВ, ПВ1, ПВ2, ПВЗ, ПВ4, АППВ, ППВ, ВПП, ПВКВ, РКГШ, РПШ, для внутрішньоблокового і міжблокового монтажу — МГШВ, НВ, НВМ.
Для передачі і розподілу електроенергії в стаціонарних установках використовують кабелі силові з пластмасовою ізоляцією марок АПсшБбШв, АВБбШв, перерізом жил 10—185 мм2, ВРБГ, ВРГ, АВРГ, АВВГ, АПсшБГнг, АПпВГ, АПпВТнг перерізом жил 16—185 мм2. Кабелі виготовляють в 3-х и 4-х жильному виконанні, з жилами однакового або одною жилою меншого перерізу.
Для передачі і розподілу електроенергії в стаціонарних установках напругою 1 кВ; 6 кВ, 10 кВ часто використовують кабелі силові з просоченою паперовою ізоляцією ААШвУ перерізом жил 50—185 мм2, ААБлУ —50—240 мм2 и ААШвУнг —50—240 мм2.
Для приєднання різних рухомих механізмів широко використовують кабелі з гумовою ізоляцією гнучкі марок КГ, КГхл перерізом жил 0,75—70 мм2. Виготовляють ці кабелі з одною, двома, трьома і чотирма жилами. Для з’єднання електрозварювальних апаратів з електродотримачем використовують кабелі марок КОГ, КГ перерізом жил 10—120 мм2.
Для приєднання до електричних приладів, апаратів в електричних розподільчих пристроях часто використовують контрольні кабелі з пластмасовою ізоляцією марок АКВВГ, АКПсВГ перерізом жил 2,5—6 мм2 і кількістю жил від 4 до 37.
Для живлення електродвигунів заглибних нафтонасосів і нафтобурів використовують спеціальні кабелі марок КПБК, КПБП перерізом жил 6—50 мм2.
Для повітряних ліній електропередач і електрифікованого транспорту використовують неізольовані проводи марок А, АС, АСКС, АСУ перерізом жил 16—450 мм2.
Проводи неізольовані марки М електротехнічні підприємства виробляють перерізом жил 4—400 мм2 і марки МФ — 65—150 мм2.
Електроізоляційні матеріали. Електроізоляційні матеріали поділяють на тверді (найбільш розповсюджені), рідкі і газоподібні. До твердих відносяться волокнисті матеріали, слюда і вироби з слюди і пластмаси, азбест, мармур, фарфор; до рідких — трансформаторне масло, до газоподібних — азот та ін.
Надійна робота електричних установок залежить в першу чергу від стану електричної ізоляції струмоведучих частин. Ізоляція попереджає створення струмів витоку і електричних розрядів між окремими частинами установки. Крім того, до ізоляції висувається ряд вимог, що визначаються умовами роботи (теплостійкість, механічна міцність, гнучкість та ін.).
Лаки, фарби і емалі. При виконанні електромонтажних робіт використовують різні лаки, фарби і емалі, як електроізоляційні, а також і загального призначення.
Електроізоляційні лаки поділяють на покривні, просочувальні і клеючи. Покривні лаки, що вміщують пігменти, називаються емалями. Пігменти придають лаковій плівці більшу механічну міцність, твердість, щільність, покращують її адгезійну здатність і теплопровідність і надають їй бажаний колір.
К числу лаків, які найбільше широко використовують при виконанні електромон -тажних робіт, відносяться бітумно-покривний лак БТ577 (за старою маркою № 177), масляно-бітумні БТ987 і БТ980, гліфталево-масляний ГФ-95.
Поширене використання в електромонтажному виробництві мають електроізоляційні і напівпровідні стрічки ЛХМ і ЛСК, особливо стрічки на основі кремнійорганічних каучуків марок ЛЭТСАР-А и ЛЭТСАР-Б (электроизоляционная, термостойкая, самосклеивающаяся, радиационной вулканизации, резиновая). Ці стрічки мають високі електричні і фізико-механічні властивості — підвищену теплостійкість (до 150° С) і стійкість до впливу агресивних середовищ.
Для ізоляції і герметизації місць з’єднання і окінцювання жил проводів і кабелів в системах низьковольтних кабельних муфт використовуються термоусадочні вироби (трубки, манжети і стрічки), які виготовляються з спеціальних термосвітлостабілізованих полімерних композицій, що забезпечує їх довготривалу експлуатаційну надійність в умовах постійного впливу тепла і сонячного світла.
Монтажні і електровстановлювальні вироби.
Для кріплення обладнання, апаратів і приладів до підтримуючих конструкцій використовують стандартні болти, гайки, звичайні і пружинні шайби, гвинти з напівкруглою, потайною і циліндричною головками для металу, шурупи і глухарі по дереву.
В електроустановках для закріплення як окремих легких деталей, а також і громіздких важких конструкцій, апаратів і машин широко використовують кріпильні вироби і способи кріплення, які не потребують використання «мокрих» процесів. Це значно прискорює і спрощує монтаж, в особливості в зимових умовах, і дозволяє завантажувати конструкції і обладнання одразу після їх закріплення.
Промисловість виготовляє різного виду і призначення дюбеля, дюбель-цвяхи і дюбель-гвинти.
До бетонних і цегляних стін і перекриттям електроустановочні вироби, скоби і конструкції кріплять капроновими і металевими дюбелями, які вставляють у висвердлені або акуратно пробиті отвори відповідного діаметру. При вкручувані шурупів в дюбеля вони розширюються і міцно закріплюються в отворі.
Пластмасові дюбеля випускають під шурупи діаметром 4; 5; 8 і 12 мм довжиною відповідно 30; 40; 85 и 100 мм, а сталеві з розпірною гайкою і болтами (гвинтами) — розміром від М4 х 30 до М16 х 120. Допустиме зусилля висмикування дюбеля з шурупом М4 х 30 при глибині посадки дюбелю в стіні 25 мм складає в бетонній стіні 0,9 в цегляній 0,7 кН.
Кріплення дюбель-гвинтами широко використовують при встановленні люмінесцент- них світильників, силових ящиків, освітлювальних та розподільчих пунктів та інших електротехнічних виробів (рис.1.1.1).
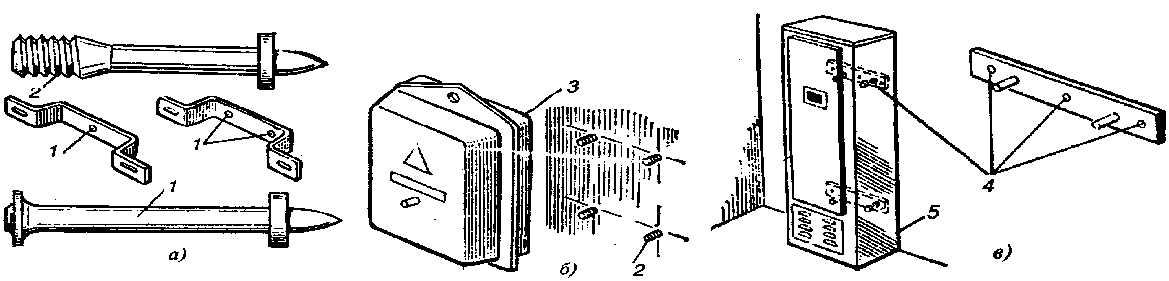
Рис.1.1.1. Кріплення дюбель-гвинтами електротехнічних виробів
а) – незнімне кріплення; б) – знімне кріплення; в) – комбіноване кріплення.
Інструменти, пристосування і механізми для виконання електромонтажних робіт
Основні електромонтажні роботи по спорудженню підстанцій, монтажу електропри -воду, обробці і заготівлі вузлів електропроводок і комплектних ліній в майстернях, а також прокладанню і кріпленню їх на місці монтажу електромонтажниками, виконують з використанням різних інструментів, пристосувань і засобів механізації.
Для свердління гнізд в цегляних і гіпсолітових основах під коробки прихованої проводки використовують коронки КГС, для свердління отворив — спіральні свердла з твердосплавними напайками, для глибоких отворив — свердла з витої сталі, кільцеве свердло СК з штангою, перехідним хвостовиком і втулкою, бури і т. п.
При створенні отворив в будівельних основах з бетону, цегли і інших матеріалів використовують електросвердлильні ручні машини на напругу 220 В з подвійною ізоляцією, або на 36 В в комплекті зі спеціальним перетворювачем, який не тільки знижує напругу, але і підвищує частоту до 200 Гц.
Додатковою ізоляцією являється пластмасовий корпус машини, ізолююча втулка і т. п. Електросвердлильні машини з подвійною ізоляцією не заземлюють.
Електросвердлильні ручні машини по конструкції поділяють на три групи: з одною рукояткою пістолетного типу — для свердел діаметром до 9 мм; з двома рукоятками — центральною (закритою) і боковою — для свердел діаметром 10—16мм; з двома боковими рукоятками і грудним упором — для свердел діаметром більше 16 мм.
Для пробивних робіт електромонтажники використовують також механічні і електро -фугальні молотки (ударні), ручні електричні перфоратори (ударно-обертові), які призначені для пробивки отворів в бетоні і залізобетоні.
За допомогою електричних молотків і перфораторів можна виконувати різні монтажні операції: свердлення отворів по металу; ударно-обертове буріння отворів в бетоні, цеглі і ін.; забивку дюбелів; закручування самонарізних гвинтів.
Для кріплення конструкцій, виробів і деталей часто використовують поршневі піротехнічні монтажні пістолети ПЦ 52, СМП-1, СМП-2, СМП3. Забивку дюбелю вони здійснюють ударом поршню, що переміщується в стволі пістолета за рахунок тиску порохових газів. Для забивання дюбелів використовують також ручні оправки ОД-6.
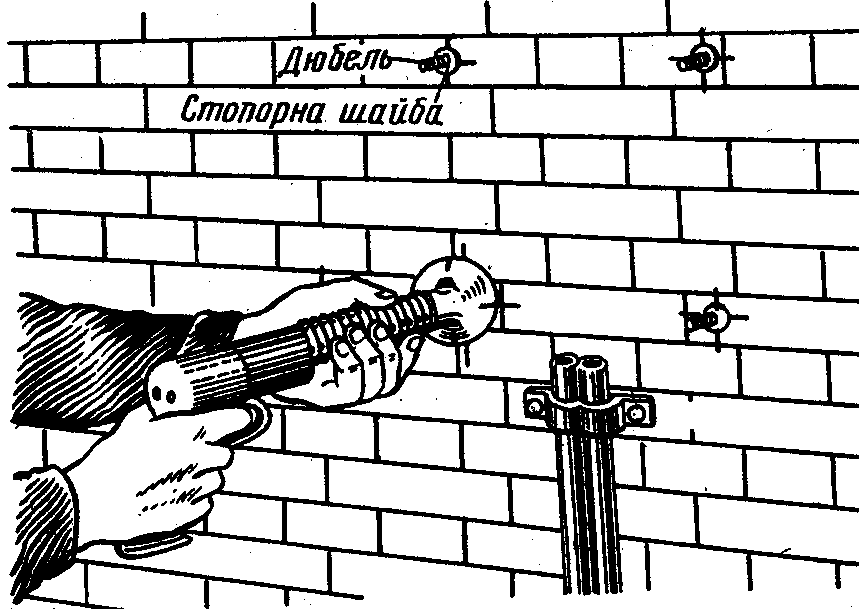
Прийоми роботи з монтажним пістолетом і ручною оправкою показано на рис.1.1.2.

 б)
б)
в)
Рис.1.1.2. Забивання дюбелів: а) – монтажним
а) пістолетом, б) – ручною оправкою,
в) – регулювання глибини забивання.
1- шомпол з діленнями; 2- обмежувальне кільце; 3- стопорний гвинт.
Патрони для монтажного пістолету мають різну величину порохового заряду і вибира -ються в залежності від матеріалу основи, розмірив дюбелю і глибини забивання. Ці дані приведені в таблицях 1.1.1 та 1.1.2.
Приведені в табл.1.1.2 дані не являються строго визначеними, тому що показник твердості матеріалу основи не можна вважати достатньо точною величиною. Тому,
вибравши необхідний патрон по табл.1.1.2, роблять декілька пробних пострілів і якщо необхідно, то відповідно міняють тип патрону.
Додатково регулювати глибину забивання дюбелю можна шляхом зміни об’єму камери згорання, тобто простору між патроном і дюбелем (рис.1.1.2 в). Збільшуючи цей простір шляхом проштовхування дюбеля в канал ствола, можна змінювати (зменшувати) початковий тиск порохових газів при пострілі. В канал ствола дюбель проштовхують спеціальним шомполом з діленнями і обмежувальним кільцем.
Необхідним являється правильний догляд за пістолетом в процесі його експлуатації, що є першою умовою безвідмовної роботи пістолета.
Таблиця 1.1.1. Патрони будівельні для монтажних пістолетів
| Група В, для ствола діаметром 8 мм, довжина патрону 17,5 мм | Група Г, для ствола діаметром 12 мм, довжина патрону 24 мм | ||||
| Номер патрону | Вага пороху, г | Колір пижа (носика) | Номер патрону | Вага пороху, г | Колір пижа (носика) |
| В-1 | 0,3 | Білий | Г-1 | 0,8 | Білий |
| В-2 | 0,35 | Зелений | Г-2 | 0,9 | Зелений |
| В-3 | 0,4 | Чорний | Г-3 | 1,0 | Чорний |
| В-4 | 0,45 | Бурий | Г-4 | 1,1 | Синій |
| В-5 | 0,5 | Світло-жовтий | |||
| В-6 | 0,55 | Темно-синій | |||
| В-7 | 0,6 | Червоний | |||
| В-8 | 0,7 | Бордо |
Таблиця 1.1.2. Дані для вибору патронів в залежності від розмірив дюбелів
і матеріалу основи
| Довжина і діаметр дюбелю,мм | Група і номер патрону, довжина камери згорання (К), мм | |||||||||
| бетон | шлакобетон | цегла | сталь товщиною, мм | |||||||
| червона | силікатна | |||||||||
| 35×4,5 | В-3 | В-2 | В-1 | В-1 К-25 | В-1 К-50 | В-2 | В-1 | — | — | — |
| 60×4,5 | В-5 | В-3 | В-2 | В-2 К-25 | В-1 К-22 | В-3 | В-2 | — | — | — |
| 45×5,5 | В-5 | В-3 | В-2 | В-2 К-25 | В-1 К-25 | В-4 К-18 | В-3 | — | — | — |
| 65×5,5 | В-8 | В-6 | В-4 | В-2 К-20 | В-2 К-25 | В-4 | В-4 К-18 | — | — | — |
| 45×8 | Г-4 | Г-4 К-25 | В-8 | В-4 | В-3 | Г-1 | В-8 К-20 | — | — | — |
| 65×8 | — | Г-4 | В-1 | В-5 | В-4 К-22 | Г-2 | В-8 К-18 | — | — | — |
| 20×4,5 | — | — | — | — | — | — | — | В-1 | В-3 | — |
| 20×5,5 | — | — | — | — | — | — | — | В-1 | В-5 | — |
| 25×5,5 | — | — | — | — | — | — | — | — | В-5 | В-6 |
| 25×8 | — | — | — | — | — | — | — | — | Г-1 | Г-4 |
| 30×8 | — | — | — | — | — | — | — | — | Г-4 |
Основними показниками, що визначають стан електромонтажного виробництва, являються рівень механізації робіт, механо-і енергооснащеність кожного електромон -тажника.
Засоби механізації робіт, що пов’язані з монтажем, поділяють на три групи:
- механізований інструмент;
- засоби малої механізації;
- засоби великої механізації.
Монтажні пристосування, електрифікований і пневматичний інструменти індивідуального користування з приводом потужністю до 1 кВт (електричні дрилі, перфоратори, гайковерти і др.) відносять до механізованого інструменту.
Монтажні пристосування з приводом більше 1 кВт, що безпосередньо обслуговуються робочими (лебідки, домкрати, обпресувальні агрегати, прес-ножиці, пересувні компресори і др.), відносять до засобів малої механізації.
Монтажні механізми і машини, які вимагають для свого обслуговування спеціально прикріпленого до них персоналу і, які використовуються при виконанні транспортних, такелажних, вантажно-розвантажувальних і інших робіт (трейлери, трактори, автокрани, автовишки), відносять до засобів великої механізації.
Вищою формою механізації робіт являється комплексна механізація, тобто заміна ручної праці механізованою на всіх операціях відповідного технологічного процесу.
Механізація робіт, при який монтажні технологічні процеси виконують комплексом механізмів, називається комплексною механізацією. При розробці схем комплексної механізації особливу увагу звертають на вибір найбільш раціональних методів виконання робіт, способів механізації и ефективних механізмів.
Засоби механізації, а також набор інструментів, визначаються характером електромонтажних робіт і типом електрообладнання.
Набор інструментів,що найбільш часто використовують при монтажі, приведений в таблиці 1.1.3.
Таблиця 1.1.3. Набори інструментів загального призначення для виконання
| Інструмент | Число інструментів в наборі | |
| ІН-3 | ІН-15 | |
| Плоскогубці комбіновані ПГІ-200 з ізолюючими чохлами Гострогубці (кусачки) 150 з ізолюючими чохлами Круглогубці з ізолюючими чохлами КГ-150 Кліщі універсальні КУ-1 Молоток слюсарний з дерев’яною ручкою Ніж монтерській НМ-2 Викрутка: В100×0,3 В150×0,5 В175×0,7 В200×1 Метр: стальний дерев’яний Шило монтерське Ключ розвідний 30 Висок 0 - 200 Шпатель стальний Гіпсовка гумова Покажчик напруги І-192 Пробник Окуляри захисні світлі Шнур розміточний 15 м | — — — — — | — — — |
електромонтажних робіт
Для виконання окремих спеціальних операцій використовуються спеціальні набори інструментів і пристосувань. Наприклад: для з’єднання жил кабелів і монтажу зєднуваль- них і кінцевих муфт – набор для кабельних робіт НКІ-3; набор для замірювальника НІЗ;
набор для лінійника ІН-8МА та ін..
Поиск по сайту: