АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Технологія розробки кінців кабелів
З’єднання і окінцювання жил кабелів виконують способом зварювання, пайки, опресу- вання і за допомогою болтових з’єднувачів і наконечників.
При окінцюванні і з’єднанні кабелів виконується ступенева розробка кінцю кабелю.
Ступені розробки (рис.1.4.2) створюються в результаті видалення оболонок, в яких знаходяться жили кабелю.
 Рис.1.4.2. Розробка кінців кабелю:
Рис.1.4.2. Розробка кінців кабелю:
а – з паперовою ізоляцією, б – з пластмасовою ізоляцією: 1 – зовнішній покров, 2 – броня, 3 – оболонка, 4 – поясна ізоляція, 5 – ізоляція жили, 6 – жила кабелю, 7 – бандаж, А, Б, І, О, П, Г, Ш – розміри ступенів розробки.
Розміри ступенів (Б, О, П, І, Г) залежать від способу з’єднання або окінцювання, а також від типу, конструкції, напруги і перерізу жил кабелю (типорозміру муфти) і визна- чаються по технічній документації до комплекту муфти.
Розробку кінців кабелів виконують до монтажу муфт. Перед цім перевіряють ізоляцію на відсутність вологи. Дефектні місця кабелю відрізають секторними ножицями НКБ (НС) (рис.1.4.3).

Рис.1.4.3. Секторні ножиці НКБ-2:
1 – нерухоме лезо, 2 – вісь обертання, 3 – рухоме лезо, 4 – зубчатка, 5 – падаюча
собачка, 6, 7 – рукоятка, 8 – собачка.
Розробку кабелю починають з визначення місць встановлення бандажів, розмір А визначають по формулі: А= Б + 0 + П + І + Г. Технологія різання кабелю, накладання бандажів і видалення покровів і оболонок показана на рис. 1.4.4 і 1.4.5.

Рис.1.4.4. Технологія різання кабелю, накладання бандажів і видалення покровів:
а – різання кабелю ножицями НС, б – підмотування смоляною стрічкою, в накладання дротяного бандажу, г – нарізання броні, д, е – видалення броні, кабельної пряжі, подушки і кабельного паперу.
На кінці кабелю відмірюють відстань «А» і розпрямлюють цю ділянку. Далі підмотують смоляну стрічку і накладають бандаж з двох-трьох витків стального оцинкованого дроту вручну або за допомогою спеціального пристосування (клітнівки). Кінці дроту захоплюють плоскогубцями, скручують і пригинають вздовж кабелю.
Зовнішній кабельний покров розмотують до встановленого бандажу і не зрізують, залишають його для захисту ступеню броні від корозії після монтажу муфти.
На броню кабелю на відстані «Б» від першого дротяного бандажу накладають другий бандаж. (При монтажі чавунних з’єднувальних і відгалужувальних муфт і кінцевих муфт в стальних воронках ділянку броні використовують для ущільнення горловин, тому розмір «Б» збільшують приблизно вдвічі). По зовнішній кромці другого бандажу бронерізкою або ножівкою надрізають верхню і нижню стрічки броні (не більше половини їх товщини), потім броню розмотують, обламують і знімають.
Далі видаляють подушку. Для цього кабельний папір і бітумний склад підігрівають вогнем пропанового пальника або паяльної лампи. Оболонку кабелю очищують сервет -кою, змоченою в підігрітому до 35—40° С трансформаторному маслі.

Рис.1.4.5. Операції по видаленню оболонок кабелю:
а – розмітка, б, в – кругові надрізи свинцевих оболонок, г – кругові надрізи алюмінієвих оболонок, д, е – поздовжні надрізи свинцевих оболонок, ж – надріз алюмінієвої оболонки по гвинтовій лінії, з, м – надрізи пластмасових оболонок, і, к – зняття свинцевих оболонок, л – зняття алюмінієвих оболонок, н – видалення гофрованої алюмінієвої оболонки.

о – роликовий кабельний ніж «РОКАН»: 1 – притискна рукоятка, 2 – супорт, 3 – призма для фіксації кабелю, 4 – корпус з рукояткою, 5 – ріжучій ролик.
Для видалення оболонки на відстані «О» від зрізу броні роблять кільцеві надрізи. При розмітці свинцевих оболонок (а) кільцеві надрізи на половину глибини виконують монтерським (б) або спеціальним ножем з обмеженням глибини різання (в). Від другого кільцевого надрізу на відстані 10 мм один от другого (д, е) смужку оболонки між двома надрізами захоплюють плоскогубцями і видаляють (и). Залишену частину оболонки розсувають (к) і відламують біля другого кільцевого надрізу. Між першим і другим кільцевими надрізами оболонка на деякий час лишається. Вона запобігає ізоляцію від пошкодження при згинанні жил.
У кабелів з алюмінієвою оболонкою надрізи виконують стальним ножем НКА-1 (НКА-1М, «РОКАН») з ріжучим диском (г). Від другого кільцевого надрізу роблять гвинтовий надріз (ж).
Видалення гофрованої алюмінієвої оболонки виконують після її надрізання на відстані 10 – 15 мм у виступу гофр. Далі жили кабелю звільняють від поясної ізоляції і поступово вигинають по шаблону (рис.1.4.6). Для запобігання стрічок ізоляції від розмотування їх крайні витки фіксують бандажем з ниток.

Рис.1.4.6. Вигинання жил по шаблону.
Провідники заземлення приєднуються до металевих оболонок за допомогою пайки або спеціальними контактними пристроями з комплекту муфт. Для приєднання провідника заземлення підготовляють місце (рис.1.4.7). Це місце знежирюють протираючи його серветкою, змоченою уайт-спіритом, зачищають і залужують. Провідник заземлення для зручності і більш надійного кріплення фіксується дротяними бандажами. Пайка провід - ника виконується по звичайній технології за допомогою газового пальника.

Рис.1.4.7. Приєднання провідника
заземлення: а – прикріплення бандажем до металевої оболонки, б – припаювання.
1, 3 – бандажі біля торців оболонки і зовнішнього покрову, 2, 4 – бандажі для припайки провідника.
Технології з’єднання і окінцювання жил кабелів.
Для приєднання жил кабелів до контактних виводів електротехнічних пристроїв їх окінцевують наконечниками, які закріплюються на жилах опресуванням, зварюванням, пайкою або болтовими затискачами. Окінцювання однодротових жил крім того може бути виконано формуванням наконечника з кінця жили. З’єднання жил кабелів в муфтах виконують в з’єднувальних і відгалужувальних гільзах опресуванням, зварюванням, пайкою або болтовими затискачами.
З’єднання і окінцювання жил опресуванням. Опресуванням називається процес отри- мання контактного з’єднання шляхом притискання внутрішньої поверхні гільзи або нако- нечника до жили кабелю і створення за рахунок остаточної деформації їх матеріалу кон- тактного містка.
Технологія з’єднання алюмінієвих жил опресуванням показана на рис.1.4.8.

Рис.1.4.8. З’єднання алюмінієвих жил опресуванням:
a – зачистка внутрішньої поверхні гільзи, б – змащування внутрішньої поверхні гільзи, в – кінці жил зі знятою ізоляцією, г – зачистка кінців жил, д – змащування жил кварцевазеліновою пастою, г – надівання гільзи на жили, ж – опресування жили, з – вимірювання остаточної товщини в місці опресування.
Кінці алюмінієвих секторних жил перед опресуванням закруглюють: багатодротові – універсальними плоскогубцями, однодротові і комбіновані – спеціальним інструментом.
При опресуванні наконечник або гільзу надівають на жилу (жила повинна входити в трубчату частину наконечника до упору, а в гільзі жили повинні впиратися одна в одну посередині гільзи. На алюмінієвій гільзі або наконечнику повинно бути два втиснення (лунки). Надійність опресування визначається шляхом вимірювання глибини лунки за допомогою кронциркулю. Глибина лунки залежить від типу гільзи (наконечника) і перерізу жили.
Інструмент для опресування показано на рис.1.4.9.
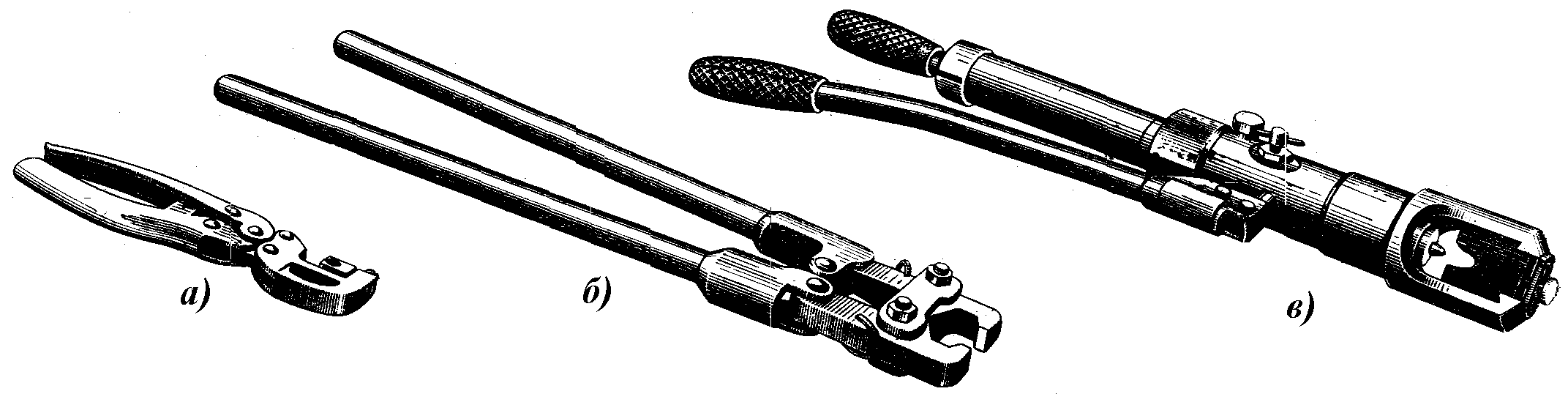
Рис.1.4.9. Інструменти для опресування: а – кліщі ПК-2 для опресування жил перерізом до 10 мм2, б – кліщі ПК-1 для опресування жил перерізом 10 – 50 мм2, в – гідропрес РГП-7 для опресування жил перерізом більше 50 мм2.
 З’єднання і окінцювання жил пайкою. Одним зі способів з’єднання жил пайкою є спосіб сплавлення жил розплавленим припоєм в роз’ємній формі (рис.1.4.10).
З’єднання і окінцювання жил пайкою. Одним зі способів з’єднання жил пайкою є спосіб сплавлення жил розплавленим припоєм в роз’ємній формі (рис.1.4.10).
Рис.1.4.10. Пайка жил в роз’ємній формі: 1 – жили кабелю, 2 – форми (гільзи), 3 – газовий пальник, 4 – припій, 5 – захисні екрани, 6 – розплавлений припій, 7 – ущільнення з азбестового шнура.
В форми (гільзи) 2 жили 1 вводять таким чином, щоб їх стик знаходився в середині форми (для жил зі зрізаними під кутом 55° кінцями зазор між торцями залишають ≈ 2 мм). Роз’ємні форми скріплюють бандажами або замками, а зазори між жилою і формою ущільнюють азбестовим шнуром 7. Для більш повної заливки припоєм форми розташову- ють в горизонтальному положенні, на жили надівають захисні екрани 5. При з’єднанні жил перерізом 120—240 мм2 додатково встановлюють охолоджувачі.
Форму (гільзу) нагрівають полум’ям пальника 3. Одночасно вводять в полум’я паличку припою 4, розплав, якого перемішують мішалкою до повного заповнення форми і видалення шлаків. Легким постукуванням по формі припій ущільнюють. Після цього нагрів припиняють.
Пайка жил способом поливу розплавленим припоєм описана і показана на рис.1.1.40.
З’єднання і окінцювання жил зварюванням. Способи окінцювання і з’єднання жил кабелів електричним зварюванням описані вище і показані на рис.1.1.31 і 1.1.32.
Монтажними організаціями при монтажі кабельних ліній широко використовується термітне зварювання, при якому досягається висока якість з’єднання і немає потреби в джерелах струму. Зовнішній вигляд і схема термітного зварювання показані на рис.1.4.11.
Підготовлені до з’єднання жили змащують флюсом ВАМІ, після чого на них надівають кінцеві алюмінієві втулки, потім термітний муфель (патрон). Жили зводять в центрі патрона в стик. При цьому допускається зазор не більше 1,5—2 мм.
У входів в патрон жили ущільнюють азбестом, щоб уникнути витікання металу. Потім на оголені ділянки жил накладають кліщі-охолоджувачі, які захищають ізоляцію від перегріву.


А) б)
Рис.1.4.11. Термітне зварювання жил кабелів: а – зовнішній вигляд, б – схема.
1 – жила, 2 – екран, 3 – форма (кокіль), 4 – ущільнення, 5 – присадний пруток, 6 – муфель (патрон), 7 – алюмінієві втулки, 8 – охолоджувачі, 9 – термітний сірник.
Приступаючи до зварювання, підпалюють термітний патрон спеціальним термітним сірником, який затискається в спеціальний тримач. Підпалювати патрон слід у відмітки, що виконана у вигляді червоного кружка.
На початку горіння в патрон вводять присадний алюмінієвий пруток, кінець якого складають декілька разів. Пруток попередньо обмазують флюсом.
Крім присадного прутка, в патрон вводять стальну мішалку, за допомогою якої контролюють момент розплавлення жил і розмішують рідкий метал. Круговими рухами мішалки полегшують вихід газів і шлаку.
По закінченні зварювання видаляють кокіль і ливарний прибуток. Нерівності згладжують напилком.
З’єднання і окінцювання жил болтовими наконечниками і з’єднувачами. Даний спосіб являється найбільш технологічним,- він не потребує джерел тепла і спеціального інстру- менту, значно скорочує технологічний час і при цьому відсутній тепловий вплив на ізоляцію. Для окінцювання і з’єднання жил кабелів використовують кабельні болтові наконечники і кабельні болтові з’єднувачі (рис.1.4.12).
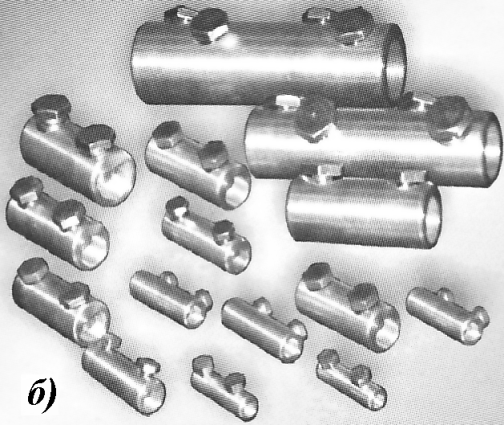
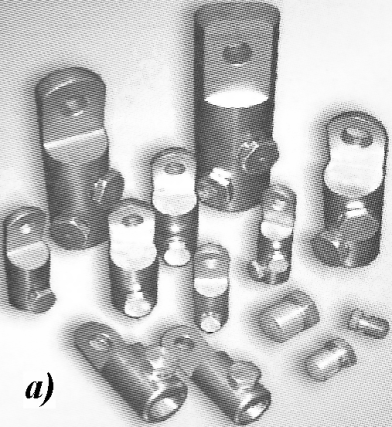
Рис.1.4.12. Кабельні болтові наконечники – а і кабельні болтові з’єднувачі – б.
Фіксація наконечника (з’єднувача) на жилі кабелю і надійний електричний контакт досягається притисканням жил до внутрішньої поверхні наконечника (з’єднувача) притискним болтом з кільцевою проточкою з нормованим зусиллям, яке відповідає зусиллю зриву головки болта по кільцевій проточці.
Внутрішня і зовнішня поверхні наконечника (з’єднувача) оброблені спеціальним покриттям, яке дозволяє з’єднувати мідь з алюмінієм. На контактну поверхню болтів нанесена струмопровідна змазка, яка забезпечує біль надійний електричний контакт.
Промисловістю випускається сім типорозмірів болтових наконечників і з’єднувачів, для кабелів з перерізом жил від 6 до 800 мм2.
Відновлення ізоляції жил (ізоляція місць з’єднання і окінцювання) являється одною з важливих операцій, від якості виконання якої залежить надійність роботи кабельної лінії. Найбільш складним є відновлення ізоляції кабелів з паперовою ізоляцією. Технологія відновлення паперової ізоляції показана на рис.1.4.13.

Рис.1.4.13. Ізолювання місця з’єднання жил кабелю з паперовою ізоляцією: а – промивання гільз і ізоляції розігрітим складом МП, б – ступенева розробка паперової ізоляції, в – положення стрічки при намотці, г – положення ролика і стрічки при намотці другого шару, д – накладання рулонної підмотки, е – ізоляція, виконана роликами і рулонами.
1 – положення ролика і стрічки на повороті, 2 – ступені розробки заводської ізоляції, 3 – шар підмотаної ізоляції, 4, 5 – підмотка роликами шириною 5 і 10 мм, 6 – підмотка рулонами, 7 – з’єднувальна гільза.
Після з’єднання жил паперову ізоляцію промивають розігрітим до 120 – 130°С просочувальним складом і виконують ступеневу розробку на ділянці довжиною 16 мм для кабелів напругою 6 кВ і на ділянці довжиною 24 мм для кабелів напругою 10 кВ. Ширина кожної ступені 8 мм, на кожній ступені зривають вісім стрічок ізоляції.
Періодично жили в процесі підмотки прошпарюють розігрітим до 120—130°С просочувальним складом МП. Подальше ізолювання виконують циліндричними рулонами шириною до 300 мм в залежності від марки муфти.
Відновлення ізоляції кабелів з пластмасовою ізоляцією виконують поліхлорвініловою стрічкою.
Поиск по сайту: