АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Литейные свойства сплавов
К литейным свойствам относят технологические свойства металлов и сплавов, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме.
Наиболее важные литейные свойства – это:
- жидкотекучесть,
- усадка (объемная и линейная),
- склонность сплавов к ликвации,
- склонность к образованию трещин, поглощению газов, пористости и др.
Жидкотекучесть – это способность металлов и сплавов течь в расплавленном состоянии по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. Жидкотекучесть литейных сплавов зависит от температурного интервала кристаллизации, температуры заливки и формы, свойств формы, вязкости и поверхностного натяжения расплава и т.д.
Чистые металлы и сплавы, затвердевающие при постоянной температуре (эвтектические сплавы), обладают лучшей жидкотекучестью, чем сплавы, образующие твердые растворы и затвердевающие в интервале температур. Это объясняется тем, что для сплавов, затвердевающих при постоянной температуре или в узком интервале температур (не более 30 °С), характерно последовательное затвердевание отливки (рис. 3.1, а) с образованием сплошной твердой корки на поверхности канала, внутри которой будет сохраняться жидкий расплав, способный вытекать в канал, заполняя его. Подвижность таких расплавов сохраняется вплоть до образования 60...80 % в отливке твердой фазы. В отливках образуется столбчатая структура, что обеспечивает высокую плотность и герметичность.
Сплавы, обладавшие широким интервалом затвердевания (более 100 °С), и сплавы, затвердевающие в виде твердых растворов, образуют в расплаве разветвленные дендриты по всему сечению потока (рис. 3.1, б). Такая смесь жидкого расплава со взвешенными дендритами теряет способность течь в каналах литейной формы при наличии твердой фазы 20...30 % от объема.
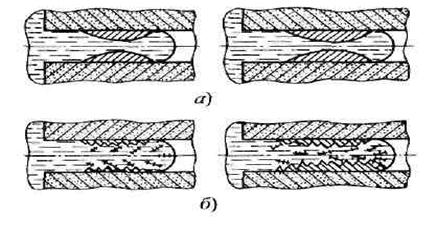
Рис. 3.1 – Схема механизма останова потока расплава в канале литейной формы: а – эвтектических сплавов и сплавов, затвердевающих в малом интервале температур; б – сплавов, затвердевающих в широком интервале температур
Повышение температуры заливки и температуры литейной формы увеличивает жидкотекучесть сплавов.
Вязкость и поверхностное натяжение практически не оказывают влияния на жидкотекучесть литейных сплавов.
Сплавы, склонные к повышенному окислению с образованием сплошной и прочной оксидной пенки, обладают пониженной жидкотекучестью, так как при заливке оксидные пленки оказывают сопротивление течению расплава, увеличивая внутреннее трение расплавленного металла.
Однако оксидные пленки, образующие легкоплавкие жидкие фазы, наоборот, положительно влияют на жидкотекучесть. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так, песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму.
Жидкотекучесть литейных сплавов определяют путем заливки специальных технологических проб (рис. 3.2). Расплавленный металл заливают в чашу, отверстие в которой закрыто графитовой пробкой. После подъема пробки металл плавно заполняет спираль. За меру жидкотекучести принимают длину заполненной части спирали, измеряемую в миллиметрах. Наибольшей жидкотекучестью обладает серый чугун, наименьшей – магниевые сплавы.
 Рис. 3.2 – Спиральная проба (а) и литейная форма (б) для определения жидкотекучести сплавов: 1,2 – нижняя и верхняя полуформы; 3 – заливочная чаша; 4 – графитовая пробка
Рис. 3.2 – Спиральная проба (а) и литейная форма (б) для определения жидкотекучести сплавов: 1,2 – нижняя и верхняя полуформы; 3 – заливочная чаша; 4 – графитовая пробка
 Усадка – свойство литейных сплавов уменьшать объем при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают линейную и объемную усадку, выражаемую в относительных единицах.
Усадка – свойство литейных сплавов уменьшать объем при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают линейную и объемную усадку, выражаемую в относительных единицах.
Линейная усадка – уменьшение линейных размеров отливки при ее охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды. Линейную усадку определяют соотношением, %:
 ; (3.1)
; (3.1)
где  – размеры полости формы и отливки при температуре 20 °С.
– размеры полости формы и отливки при температуре 20 °С.
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшает повышенное содержание кремния, усадку отливок – снижение температуры заливки. Увеличение скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходят механическое и термическое торможения усадки.
Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможений.
Линейная усадка для серого чугуна составляет 0,9...1,3 %, для углеродистых сталей – 2...2,4 %, для алюминиевых сплавов – 0,9...1,5 %, для медных – 1,4...2,3%.
Объемная усадка – уменьшение объема сплава при его охлаждении в литейной форме при формировании отливки. Объемную усадку определяют соотношением, %:
 ; (3.2)
; (3.2)
где  – объем полости формы и объем отливки при температуре 20 °С.
– объем полости формы и объем отливки при температуре 20 °С.
Объемная усадка приблизительно равна утроенной линейной усадке:
 ; (3.3)
; (3.3)
Усадка в отливках проявляется в виде усадочных раковин, пористости, трещин и короблений.
3.3 Усадочные раковины
Усадочные раковины – сравнительно крупные полости, расположенные в местах отливки, затвердевающих последними (рис. 3.3, а).
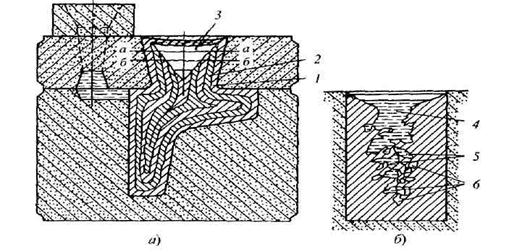
Рис. 3.3 – Схема образования усадочной раковины (а) и усадочной пористости (б). 1 – корка твердого металла; 2 – слой твердого металла; 3 – усадочная раковина; 4 – остатки жидкой фазы; 5 – разобщенные твердые ячейки;
6 – рассредоточенные усадочные раковины.
Сначала около стенок литейной формы образуется корка 1 твердого металла. Вследствие того, что усадка расплава при переходе из жидкого состояния в твердое превышает усадку корки, уровень металла в незатвердевающей части отливки понижается до уровня а–а. В следующий момент времени на корке 1 нарастает новый твердый слой 2, а уровень жидкости далее понижается до уровня б–б. Так продолжается до тех пор, пока не закончится процесс затвердевания. Снижение уровня расплава при затвердевании приводит к образованию сосредоточенной усадочной раковины 3. Сосредоточенные усадочные раковины образуются при изготовлении отливок из чистых металлов, сплавов эвтектического состава (сплав АК12) и сплавов с узким интервалом кристаллизации (низкоуглеродистые стали, безоловянные бронзы и др.).
Усадочная пористость – скопление пустот, образовавшихся в отливке в обширной зоне в результате усадки в тех местах отливки, которые затвердевали последними без доступа к ним расплавленного металла (рис. 3.3, б). Вблизи температуры солидуса кристаллы срастаются друг с другом. Это приводит к разобщению ячеек 5, заключающих в себе остатки жидкой фазы 4.
Затвердевание небольшого объема металла в такой ячейке происходит без доступа к ней питающего расплава из соседних ячеек. В результате усадки в каждой ячейке получается небольшая усадочная раковина 6. Множество таких межзеренных микроусадочных раковин образует пористость, которая располагается по границам зерен металла. Получить отливки без усадочных раковин и пористости возможно за счет непрерывного подвода расплавленного металла в процессе кристаллизации вплоть до полного затвердевания. С этой целью на отливки устанавливают прибыли-резервуары с расплавленным металлом, которые обеспечивают доступ расплавленного металла к участкам отливки, затвердевающим последними.

Рис. 3.4 – Способы предупреждения усадочных раковин и пористости: 1,3 – прибыль; 2 – усадочная раковина и пористость; 4 – наружные холодильники; 5 – внутренний холодильник.
На рис. 3.4, а прибыль 1 не может обеспечить доступ расплавленного металла к утолщенному участку отливки. В этом месте образуются усадочная раковина 2 и пористость. Установка на утолщенный участок прибыли 3 (рис. 3.4, б) предупреждает образование усадочной раковины и пористости.
Предупредить образование усадочных раковин и пористости позволяет установка в литейную форму наружных холодильников 4 (рис. 3.4, в) или внутренних холодильников 5 (рис. 3.4, г).
Наружные холодильники (рис. 3.4, в) устанавливают в форму с внешней стороны массивных частей отливки. Вследствие высокой теплопроводности и большой теплоемкости холодильника отвод теплоты от массивной части отливок происходит интенсивнее, чем от тонкой. Это способствует выравниванию скоростей затвердевания массивной и тонкой частей и устранению усадочных раковин и пористости.
Внутренние холодильники (рис. 3.4, г) устанавливают внутрь полости формы, образующей массивные части отливки. Эти холодильники изготовляют из того же сплава, что и отливку. При заполнении формы внутренние холодильники частично расплавляются и свариваются с основным металлом.
Для получения плотных отливок необходимо обеспечить надежное их питание и направленное затвердевание отливки, которое должно проходить последовательно по всему объему отливки без образования в ней замкнутых объемов с расплавом. Направленность затвердевания определяют способом вписанных окружностей. Этот способ состоит в том, что в рассматриваемое сечение отливки вписывают окружности в различных точках (рис. 3.5). Узлы 1 с окружностями наименьшего диаметра будут затвердевать первыми, затем узел 2 и в последнюю очередь узел 4. В ходе затвердевания в узлах 2 и 4 неизбежно появление усадочных дефектов (усадочных раковин и пористости) из-за затвердевания изолированных объемов расплава. Для предупреждения появления усадочной раковины в узле 2 необходимо увеличить толщину стенки отливки за счет напуска 3 – утолщения стенок снизу вверх, а для узла 4 предусмотреть прибыль 5.

Рис. 3.5 – Определение теплового узла способом вписанных окружностей: 1,2,4 – тепловые узлы отливки; 3 – напуск (утолщение стенок снизу вверх);
5 – прибыль
Прибыли на отливках имеют технологическое значение, и их в конце процесса изготовления отливки удаляют.
Ликвация – неоднородность химического состава сплава в различных частях отливки. Она возникает в процессе затвердевания отливки из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. Чем больше это различие, тем неоднороднее распределяется примесь по сечению отливки и тем больше ликвация примеси. В сталях и чугунах заметно ликвируют сера, фосфор и углерод. Ликвация вызывает неоднородность механических свойств в различных частях отливки.
Различают дендритную (внутрикристаллитную) и зональную ликвации.
Дендритная ликвидация – это неоднородность химического состава в микрообъемах сплава в пределах одного зерна (дендрита).
Во-первых, оси дендрита, затвердевшие раньше, обогащены тугоплавким и обеднены легкоплавким компонентами сплава по сравнению с межосными пространствами.
Во-вторых, растущие первыми оси дендритов содержат меньше примесей, чем межосные пространства, в которые эти примеси оттесняются при образовании дендритов. Это приводит к неравномерному распределению примесей по сечению кристалла.
Зональная ликвация – это неоднородность химического состава в микрообъемах с градиентом концентраций в отливке в целом или в отдельных ее частях. Она возникает в процессе диффузии примесей из двухфазной зоны кристаллизующейся отливки в объем не затвердевшего расплава всплывания загрязненных примесями объемов вследствие их меньшей плотности по сравнению с основным сплавом и т.д.
Дендритную ликвацию устраняют отжигом отливок.
 Зональная ликвация устраняется выравниванием толщин стенок отливок, применением рассредоточенного подвода металла к отливке, изготовлением отливок литьем в кокиль и другими способами.
Зональная ликвация устраняется выравниванием толщин стенок отливок, применением рассредоточенного подвода металла к отливке, изготовлением отливок литьем в кокиль и другими способами.
Поиск по сайту: