АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Контактная шовная сварка
Шовная сварка – разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и плотное соединение. Электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.
В процессе шовной сварки листовые заготовки 1 собирают внахлестку, зажимают между электродами 2 (рис. 23.4) и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной герметичный шов. Шовную сварку, как и точечную, можно выполнить при двустороннем (рис. 23.4, а) и одностороннем (рис. 23.4, б) расположениях электродов.
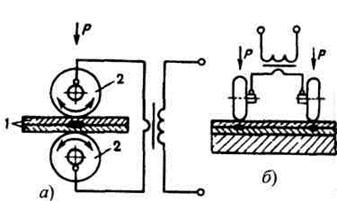
Рис. 23.4 – Схема шовной сварки: 1 – листовые заготовки; 2 – электроды
Последовательность этапов технологических операций вначале и по завершении сварки шва такая же, как при точечной. Сварку по циклограмме с непрерывным включением тока (рис. 23.5, а) применяют для коротких швов и сварки металлов и сплавов, не склонных к росту зерна и не претерпевающих заметных структурных превращений при перегреве околошовной зоны (низкоуглеродистые и низколегированные стали).
Циклограмма с прерывистым включением тока (рис. 23.5, б) обеспечивает стабильность процесса и высокое качество сварного соединения при малой зоне термического влияния. Ее используют при сварке длинных швов на заготовках из высоколегированных сталей и алюминиевых сплавов.

Рис. 23.5 – Циклограммы шовной сварки: Р – усилие сжатия; S – перемещение роликов; I – сварочный ток; t – время.
Шовная контактная сварка – очень высокопроизводительный процесс, скорость его может достигать 10 м/мин. Особенно эффективно ее применение в массовом производстве листовых конструкций для получения прочных и герметичных швов, например при изготовлении емкостей. Допустимая толщина свариваемых заготовок 0,3... 3 мм.
Поиск по сайту: