АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Автоматическая дуговая сварка под флюсом
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха.
Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва.
В процессе автоматической сварки под флюсом (рис. 17.1) дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого металла 9 со всех сторон плотно закрыты слоем флюса 5 толщиной 30... 50 мм.
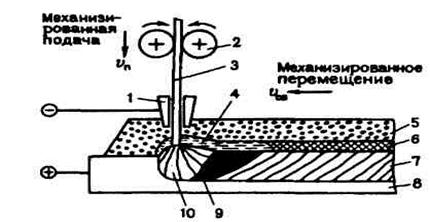
Рис. 17.1 – Схема процесса автоматической дуговой сварки под флюсом: 1 – токопровод; 2 – механизм подачи проволоки; 3 – проволока; 4 – жидкий шлак; 5 – слой флюса; 6 – шлаковая корка; 7 – сварной шов; 8 – основной металл; 9 – ванна жидкого металла; 10 – дуга
Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – ванна жидкого шлака 4. Для сварки под флюсом характерно глубокое проплавление основного металла. Под действием мощной дуги и быстрого движения электрода вдоль заготовки происходит оттеснение основного металла в сторону, противоположную направлению сварки.
По мере поступательного движения электрода металлическая и шлаковая ванны затвердевают с образованием сварного шва 7, покрытого твердой шлаковой коркой 6. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи 2 и перемещения. Ток к электроду поступает через токопровод 1.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной дуговой сваркой состоят в повышении производительности процесса в 5...20 раз, качества сварных соединений и уменьшении себестоимости 1м сварного шва. Повышение производительности достигается за счет использования больших сварочных токов (до 2000 А) и непрерывности процесса сварки.
Применение непокрытой проволоки позволяет приблизить токопровод на расстояние 30…50 мм от дуги и тем самым устранить опасный разогрев электрода при большом токе. Плотная флюсовая защита ванны предотвращает разбрызгивание и угар расплавленного металла. При этом более полно используется тепловая мощность дуги (КПД дуги возрастает до 0,9…0,95) и увеличивается коэффициент наплавки  до 18...20 г/(А • ч).
до 18...20 г/(А • ч).
Увеличение тока позволяет сваривать металл большой толщины (до 20 мм) за один проход без разделки кромок, что приводит к существенной экономии наплавленного металла по сравнению со сваркой в разделку.
Повышенное качество сварных швов обусловлено получением более высоких механических свойств наплавленного металла благодаря:
- надежной защите сварочной ванны флюсом,
- интенсивному раскислению и легированию вследствие увеличения объема жидкого шлака,
- сравнительно медленного охлаждения шва под флюсом и твердой шлаковой коркой,
- улучшением формы и поверхности сварного шва и постоянством его размеров по всей длине вследствие регулирования режима сварки,
- механизированных подачи и перемещения электродной проволоки.
Флюсы
Для изоляции сварочной ванны от атмосферы воздуха, обеспечения устойчивого горения дуги, формирования поверхности шва и получения заданных состава и свойств наплавленного металла используют флюсы.
По назначению их разделяют на:
- флюсы для сварки низкоуглеродистых и низколегированных сталей,
- легированных и высоколегированных сталей.
Флюсы для сварки низкоуглеродистых и низколегированных сталей предназначены для раскисления шва и легирования его марганцем и кремнием. Для этого применяют плавленые высококремнистые марганцевые флюсы. Их шлаки имеют высокое содержание  . Флюсы изготовляют путем сплавления марганцевой руды, кремнезема, плавикового шпата в электропечах.
. Флюсы изготовляют путем сплавления марганцевой руды, кремнезема, плавикового шпата в электропечах.
Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление легирующих элементов в шве. Для этого применяют плавленые и керамические низкокремнистые, бескремнистые и фторидные флюсы. Их шлаки имеют высокое содержание  .
.
Плавленые флюсы изготовляют из плавикового шпата, алюмосиликатов, алюминатов путем сплавления в электропечах. Их шлаки имеют основной характер.
Керамические флюсы приготовляют из порошкообразных компонентов путем замеса их на жидком стекле, гранулирования и последующего прокаливания. Основу керамических флюсов составляют мрамор, плавиковый шпат и хлориды щелочно-земельных металлов. В них также входят ферросплавы сильных раскислителей (кремния, титана, алюминия) и легирующих элементов и чистые металлы. Шлаки керамических флюсов имеют основной или нейтральный (пассивный) характер и обеспечивают получение в металле шва заданное содержание легирующих элементов.
Поиск по сайту: