АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Организация производственного процесса во времени. Цель организации производственного процесса во времени - получить наиболее рациональное сочетание частичных производственных процессов
Цель организации производственного процесса во времени - получить наиболее рациональное сочетание частичных производственных процессов, обеспечивающих минимальное время изготовления продукции. Главная характеристика организации производственного процесса во времени —длительность производственного цикла.
Производственный цикл (ПЦ) - это календарное время пребывания предмета труда в процессе производства от момента поступления сырья до момента получения готового изделия на данном предприятии. Длительность ПЦ определяет размер незавершенного производства и прямо влияет на экономические показатели работы предприятия.
В общем виде длительность ПЦ можно определить в виде формулы

где tтехн, tест, tтр, tконтр, tмо, tмс - время технологических операций, естественных процессов, транспортных операций, контрольных операций, межоперационного пролеживания деталей в ожидании обработки, межсменного пролеживания; n, n1 n2, n3, n4, n5 - количество технологических, естественных, транспортных, контрольных операций и перерывов.
Основная часть производственного цикла — технологический цикл, состоящий из операционных циклов Топц.

|
| Операционный цикл — это продолжительность законченной части технологического процесса, выполняемой на одном рабочем месте. |
где n - размер партии деталей, шт.; tшк - штучно-калькуляционная норма времени на операцию, мин; Wi - число рабочих мест на операции.
Технологический цикл (ТЦ) многооперационного процесса не является арифметической суммой операционных циклов. Его длительность швисит от видов движения предметов труда в процессе работы над ними. Различают следующие виды движений предметов труда:
• последовательный;
• параллельный;
• параллельно-последовательный.
Технологическое время определяется расчетным путем в зависимости от вида движения предметов труда. Остальные элементы производственного цикла определяются по нормативам, расчетам и опытным путем. Величина подготовительно-заключительного времени определяется по нормативным картам, время естественных процессов - на основе требований технологии. Время на транспортировку и контроль учитывается отдельно только в случаях, когда оно не перекрывается другими элементами цикла, и определяется расчетным путем. Длительность межоперационного и межсменного пролеживания определяется расчетным путем на основе графиков загрузки рабочих мест и т.д.
Движение будет последовательным, если обрабатываемая партия деталей целиком передается на последующую операцию лишь после окончания всех работ предыдущей операции (рис. 2.3).
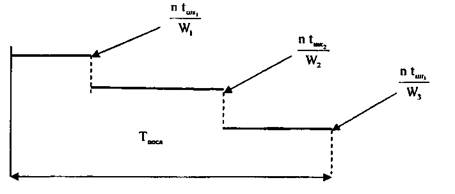
Рис. 2.3. График цикла при последовательном виде движения партий в производстве
При этом длительность цикла технологических операций определяется суммой операционных циклов:

|
Длительность производственного цикла Тпосл включает дополнительные межоперационные перерывы, длительность естественных процессов и перерывы, связанные с режимом работы участка, цеха:

где m - число операций в процессе (количество межоперационных передач); Тост - длительность естественных процессов; tмо - среднее межоперационное время,
В соответствии с формулой (2.4), ПЦ рассчитывав ich в единицах штучно-калькуляционного времени на операцию; как правило, это минуты. Длительные ПЦ (более 1 смены) измеряют в календарных днях.
Для определения ПЦ в календарных днях необходимо учесть продолжительность рабочей смены Тсм, число рабочих смен в сутках f, отношение числа рабочих дней в году к числу календарных дней Кдн, тогда

Последовательный вид движения предметов груда применяется, как правило, в единичном производстве, когда детали в изготовление запускаются небольшими партиями. Он прост в организации, но удлиняет ПЦ до максимума.
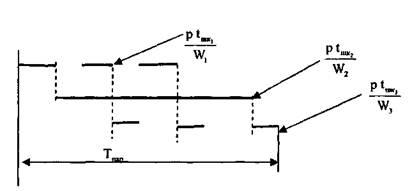
Параллельный вид движения предметов труда - это такой порядок передачи предметов труда, при котором каждая деталь передается на последующую операцию немедленно после окончания обработки на предыдущей операции. Таким образом, обработка деталей партии осуществляется одновременно на нескольких операциях. Здесь нет пролеживав ия деталей по причине ожидания обработки других деталей из партии, что приводит к сокращению длительности технологической части производственного цикла и уменьшению незавершенного производства. В этом случае полностью загружена наиболее трудоемкая операция с самым длительным операционным циклом. При партиях большой величины передача предметов труда осуществляется не поштучно, а частями, небольшими партиями, которые называют «транспортными», или «передаточными». График параллельного движения деталей (передаточных партий) приведен на рис. 2.4:
|
Рис. 2.4. График цикла при параллельном виде движения партий в производстве
В данном случае технологическая составляющая производственного цикла Ттехпп в единицах штучно-калькуляционнго времени определяется по формуле

должительностью; р - величина передаточной партии.
Длительность производственного цикла в единицах штучно-калькуляционного времени.

Длительность производственного цикла в календарных днях:

Однако, как видно из рис. 2.4, при параллельном методе обработки деталей на операциях, выполняемых до и после максимальной (ее также называют главной), возникают простои оборудования и рабочих. Данные простои возникают вследствие различий в длительности операций. Они оказываются тем больше, чем значительнее разность между временем имполнения максимальной и остальных операций. Эффективное применение этого вида движения требует установления равенства или кратно-сш всех операций по обработке деталей данного наименования, т.е их синхронизации.
При параллельно-последовательном виде движения предметов труда следующая операция начинается ранее, чем наступает полное окончание обработки всей партии на предыдущей операции, и осуществляется без перерывов в изготовлении партии деталей на каждом рабочем месте. При этом происходит частичное совмещение времени выполнения смежных операционных циклов. Передача предметов труда с операции на операцию осуществляется относительно небольшими (так называемыми «передаточными», или «транспортными») партиями р или поштучно (р=1).
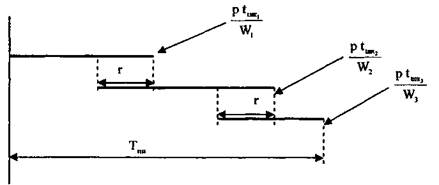
Рис. 2.5. График цикла при параллельно-последовательном виде движения предметов труда
Фактически имеет место комбинирование передачи предметов труда поштучно (передаточной партией) или полными партиями - в зависимости от того, сколько времени затрачивается на смежные операции. При данном методе сокращается время пролеживания предметов между операциями и повышается непрерывность в работе оборудования.
В практике встречаются два способа сочетания времени смежных операционных циклов:
а) предыдущий операционный цикл меньше последующего, т.е. Т1 < Т2, в этом случае начало обработки детали (передаточной партии) на последующей операции возможно сразу после окончания обработки на предыдущей операции (параллельная передача).
Экономия времени вследствие параллельно-последовательного сочетания операционных циклов т будет определена разностью Тпосл и Тпп

б) предыдущий операционный цикл больше последующего, т.е. Т1 > Т2. В этом случае передача будет последовательная, т.е. всей партии сразу. В целях уплотнения ПЦ может применяться увеличение параллельности обработки партии. В этом случае партия передается с операции на операцию крупными частями, а обработка на последующих операциях начинается в тот момент, когда из деталей, вышедших из предыдущей обработки, формируется задел, необходимый для бесперебойной работы оборудования на данной операции.
Экономия времени т в этом случае определяется также разностью Тпосл и Тпп

Следует обратить внимание на то, что экономия времени т в том и другом случае сочетания оперативных циклов определяется как произведение разности (n - р) на операционный цикл минимальной продолжи-тельности из двух сочетаемых.
Следовательно, в любом случае:


|
| Общая длительность производственного цикла |

|
В практике организации производственных процессов применяют понятие «короткая операция», под которой понимают операцию с минимальным операционным циклом из двух смежных, тогда
Длительность ПЦ в календарных днях определится с учетом рассмотренных выше факторов:
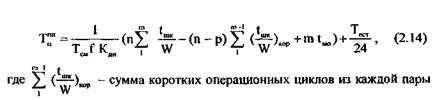
смежных операций.
Этот метод сокращает длительность производственного цикла, применяется при значительном выпуске одноименной продукции на участках с неравномерной мощностью оборудования на предприятиях серийного и крупносерийного выпуска продукции при больших партиях деталей и значительной трудоемкости операций. Его применение требует постоянного поддержания между операциями минимальных запасов предметов труда, тщательных предварительных расчетов, четких планирования и регулирования производства.
Поиск по сайту: