АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
ОБЩИЕ МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Цель контрольной работы — проверка (контроль) степени усвоения студентом-заочником материала дисциплины.
Контрольная работа состоит из двух вопросов: теоретического и задачи. Для задачи указывается тема, к которой она относится. Контрольная работа должна быть оформлена аккуратно, написана разборчиво, без помарок и зачеркиваний, страницы должны быть пронумерованы и иметь очерченные поля для замечаний преподавателя. Перед решением задачи приводится полное условие. Решение сопровождается необходимыми формулами, развернутыми расчетами и краткими пояснениями. Для всех промежуточных и окончательных результатов указывается их размерность.
В конце работы приводится список использованной литературы. Работа должна быть подписана студентом с указанием даты ее выполнения.
Общий объем контрольной работы - не более 20 рукописных страниц.
Номер варианта определяется по последним двум цифрам номера зачетной книжки студента и указывается в начале работы.
Вариант № 1
1.Предприятие в современных экономических условиях.
2. Задача. (Производственная мощность предприятия, цеха.)
Определить производственную мощность сборочного цеха. В цехе
собирается изделие А. Производственная мощность цеха - 400 кв. м. Режим работы - двухсменный, продолжительность смены - 8,2 часа. Годовой план выпуска равен 100 шт. Цикл сборки - 400 часов, площадь, занимаемая под сборку одного изделия, - 20 кв. м. Годовой фонд времени при двухсменной работе — 4140 часов. Производственную мощность нужно измерить в единицах производственной программы.
Вариант № 2
1.Производственный процесс. Структура производственного про
цесса. Основные (технологические) и вспомогательные процессы. Есте
ственные про-цессы.
2. Задача. (Производственная программа предприятия, цеха.)
Определить в ценностном выражении средний объем незавершенного производства по изделию, если полные затраты по нему составляют 30000 у. е., а материальные затраты 18 % от полных затрат.
Примечание: задача решается путем нахождения коэффициента связывания.
Вариант № 3
1 Принципы рациональной организации производственного
процесса.
2 Задача. (Производственная программа предприятия, цеха.)
В планируемом году завод реализует готовых изделий на 340000 у. е., услуг сторонним организациям - на 15000 у. е. Незавершенное производство за год уменьшится на 2500 у. е.; полуфабрикатов будет изготовлено дополнительно на 6500 у. е., из них потреблено в производстве на 2500 у. е. Определить размер реализуемой продукции (в у. е.) в планируемом году и ее прирост, если в отчетном она составляла 300 000 у. е.
Вариант № 4
1.Организация производственного процесса во времени. Производственный цикл и его структура. Экономическое значение длительности производственного цикла.
2.Задача. (Производственная программа предприятия, цеха.) Завод в планируемом году должен реализовать основной продукции на 26000 у. е.; кроме того, запланированы услуги на сторону на сумму 5000 у. е. Полуфабрикатов будет выработано на 210 000 у. е. из них в производстве будет потреблено на 205 000 у. е. Размер незавершенного производства на конец года предполагается увеличить, по сравнению с началом года, на 7500 у. е. Определить размер реализуемой и валовой продукции завода в год.
Вариант № 5
1.Виды движения предметов труда. Расчет длительности производственного цикла при последовательном движении предметов труда.
2.3адача. (Внутризаводской хозрасчет.)
Участок мартеновских печей находится на хозрасчете. Определить процент премии от сдельной заработной платы для сталеваров и их подручных при выполнении производственного задания на 106 %. Брак от общего объема стали, выплавленной за отчетный месяц составил 0,6 %.
Шкала премирования следующая:
| выплавки | За 1 00% выполнения плана | За каждый процент перевыполнения плана |
| 0,1-0,4 | ||
| 0,1 -0,8 | 1,5 | |
| свыше 0,8 | 1,0 |
Вариант № 6
1. Виды движения предметов труда. Расчет длительности произ
водственного цикла при параллельном движении предметов труда. Пра
вила построения графика при параллельном движении.
2. Задача. (Техническая подготовка производства)
Определить длительность производственного цикла при последова
тельном виде движения предметов труда в производстве при следующих
условиях: величина партии деталей 500 штук, среднее межоперационное
время 10 минут, длительность cctcciвенных процессов 30 минут. Работа
ведется в две смены, продолжительность одной смены 8 часов. Нормы
времени на операции следующие:
| № операции | |||||
| Норма вр., мин. | |||||
| Количество станков |
Вариант № 7
1. Виды движения предметов труда. Расчет длительности произ-
водсвенного цикла при параллельно-последовательном движении пред
метов труда.
2. Задача. (Планирование материально-технического снабжения.)
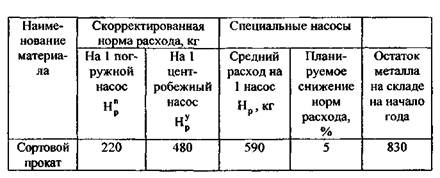
Определить потребность в металле для годовой программы завода.
Рассчитать нормативные запасы металла. Программа завода предусматривает изготовление насосов погружных Nп - 20 000 шт., насосов центробежных Nц - 10000 шт., насосов специальных Nc - 1000 шт. Увеличение остатков незавершенного производства планируется в размере по погружным
насосам Нпр - 300 шт., по центробежным Нур - 150 шт. Данные о расходе металла и его остатке на складе на начало года:
Вариант № 8
1. Производственная структура. Факторы производственной струк
туры машиностроительного предприятия.
2. Задача. (Организация инструментального обслуживания.)
Определить время износа и годовой расход резцов с наварными
пластинками из быстрорежущей стали. Длина режущей части инструмента - 8 мм; величина слоя, снимаемого при каждой переточке, 1 мм; стойкость - 1 час; коэффициент преждевременного выхода из строя — 0,05; годовая программа деталей, обрабатываемая данными резцами, - 96 000 шт.; машинное время обработки одной детали- 0,5 мин.
Вариант № 9
1. Специализация предприятия, его цехов и участков. Виды спе
циализации: сравнительная характеристика.
2. Задача. (Организация инструментального обслуживания.)
Определить годовой расход приспособлений. Количество изделий,
обрабатываемых за год при помощи данного приспособления, - 55 000 шт.; износостойкость наиболее точной детали приспособления - 25 000 шт.; число возможных смен - 10; данное приспособление одновременно применяется на одном рабочем месте.
Вариант № 1Q
1. Организационные типы производства. Единичное производство.
Серийное производство. Массовое производство. Экономическая харак
теристика типов производства.
2. Задача. (Организация инструментального обслуживания.)
Определить норму расхода и годовой расход спиральных сверл из
быстрорежущей стали диаметром 30 мм. Норма износа сверл - 30 час;
годовая программа деталей, обрабатываемых сверлами, - 60 000 шт.; машинное время обработки одной детали — 1,5 мин.
Вариант № 11
1.Поточное производство. Общая характеристика. Разновидности
поточ-ного производства Синхронизации - грубая и точная.
2. Задача. (Техническая подготовка производства.)
Пользуясь коэффициентом затрат на материал и покупные детали (0,26) в структуре себестоимости ранее выпускавшейся газовой турбины, определить ориентировочную себестоимость вновь спроектированной газовой турбины, годовой выпуск которой намечен в количестве, вдвое превосходящем выпуск старой турбины. Стоимость покупных деталей и узлов — 1226 у е. При удвоении масштабов выпуска себестоимость снижается в 0.9 раза. Для новой турбины из анализа чертежей найдены чистые веса деталей и определена средняя цена материалов:
| Материал | Чистый вес, т | Коэффициент использования материала | Цена 1 т, руб. |
| Чугун | 0,41 | 0,72 | |
| Сталь | 1,2 | 0,755 | |
| Цветные металлы | 0,52 | 0,79 |
Вариант № 12
1. Понятие непрерывно-поточного производства. Расчет парамет
ров непрерывных поточных линий с рабочим и распределительным кон
вейером.
2. Задача. (Техническая подготовка производства.)
Определить, какое число конструкторов по оснастке необходимо
выделить, чтобы закончить в течение 6 месяцев проектирование специальной оснастки для изделия, имеющего 1800 оригинальных деталей. Коэффициент оснащения равен:
- по приспособлениям - \,5
-по штампам -0,1
- по пресс-формам — 3,2
- по режущему и мерительному инструменту — 2,0;
Средняя трудоемкость проектирования, в часах:
- приспособления — 30
- штампа - 40
- пресс-формы — 35
— инструмента режущего и мерительного - 8
Объем дополнительных работ, поручаемых конструкторам, равен 400 нормочасам. Нормативы перевыполняются, в среднем, на 35 %. Работа ведется в течение 22 рабочих дней по 8 час.
Вариант № 13
1. Понятие прямоточного производства. Виды заделов в поточном
производстве.
2. Задача. (Контроль качества продукции.)
Производственная программа участка предусматривает выпуск за
месяц (20 рабочих дней, в 2 смены, при 7-часовом рабочем дне) 25 000 деталей, подлежащих выборочному контролю. Число промеров одной детали — 6, норма времени на проверку одного параметра - 1 мин. Выбо-рочность контроля на данном участке — 10 %. Дополнительное время на обход рабочих мест и оформление документации составляет 30 %. Определить потребную численность контролеров для участка.
Вариант № 14
1.Однопредметные и многопредметные поточные линии. Группо
вые поточные линии.
2. Задача. (Организация производственного процесса.)
На машиностроительном заводе выполняются следующие процессы: литье, ковка, штамповка, ремонт оборудования, изготовление и ремонт инструментальной оснастки, транспортирование и хранение материальных ценностей, механическая и термическая обработка деталей, контроль качества технологических процессов, сборка деталей в узлы, сборка узлов в машину. Провести классификацию этих процессов на основные, вспомогательные, обслуживающие.
Вариант № 15
1. Автоматизация поточного производства. Автоматические по
точные линии. Роторные линии.
2. Задача. (Организация производственного процесса во времени.)
Определить длительность технологического цикла простого про
цесса при последовательном и параллельно-последовательном видах
движения партии при следующих условиях: величина партии деталей —
800 шт., величина передаточной партии - 80 шт.
Нормы времени на операции следующие:
| № операции | |||||||
| Норма времени, мин | 3,0 | 6,9 | 2,0 | 3,6 | 8,0 | 1,8 | 1,1 |
На каждой операции работа выполняется на одном станке, среднее межоперационное время на каждую передаточную партию — 60 мин; работа производится в 2 смены. Длительность цикла выразить в рабочих днях.
Вариант № 16
1. Поточное производство. Гибкие автоматизированные произ
водственные системы (ГПС). Экономические аспекты применения ГПС.
2. Задача. (Организация производственного процесса во времени.)
Определить срок исполнения заказа на 100 шестерен, если извест
но, что заготовки будут поданы в цех 7 мая.
Технологический процесс обработки — следующий:
| № опер. | Операция | Норма времени, мин | № опер. | Операция | Норма времени, мин |
| Револьверная | Затыловка | ||||
| Токарная | Протяжка | 2,5 | |||
| Токарная | Снятие заусенца | ||||
| Зубофрезер-ная | Сверление |
На операции № 4 работает 2 станка. Цех работает в 2 смены. Среднее межоперационное время — 5 часов Заказ не делится на партии и передается с операции на операцию целиком.
Вариант № 17
1. Понятие и показатели качества продукции. Сводная классифи
кация показателей качества.
2. Задача. (Организация производственного процесса во времени.)
Определить длительность технологического цикла обработки пар
тии деталей в 50 шт. при последовательном виде движения ее в произ
водстве. Технологический процесс состоит из следующих операций:
| № операции | ||||||||
| Норма времени, мин | 2,5 | |||||||
| Число станков на операцию |
Вариант № 18
1. Технический контроль качества на предприятии. Формы и методы организации технического контроля. Структура и задачи отдела технического контроля.
2. Задача. (Организация производственного процесса во времению.) Определить технологический цикл простого процесса при параллельном движении партии деталей при следующих условиях: величина партии деталей - 200 шт., величина передаточной партии - 20 шт. Нормы времени на операции - следующие:
| № операции | ||||||
| Норма времени, мин | 1,7 | 2,1 | 0,9 | 4,3 | 2,8 | 0,7 |
На каждой операции работа выполняется на одном станке, среднее межоперационное время - 2 мин; работа производится в 2 смены. Длительность цикла выразить в рабочих днях.
Вариант № 19
1. Сущность управления качеством продукции. Системы управле
ния качеством. Международные стандарты по качеству.
2. Задача. (Организация производственного процесса во времени.)
Рассчитать длительность технологического цикла при последова
тельном и параллельно-последовательном движении партии деталей при
следующих условиях: величина партии - 1000 шт., величина передаточ
ной партии - 200 шт. Нормы времени на операции - следующие:
| № операции | ||||||
| Норма времени, мин | 0,5 | 1,0 | 1,5 | 0,8 | 1,4 | 1,08 |
На каждой операции работа выполняется на одном станке, среднее межоперационное время на каждую передаточную партию — 60 мин; работа производится в 2 смены. Длительность цикла выразить в рабочих днях.
Вариант № 20
1.Планирование качества продукции. Направления повышения
качества продукции.
2. Задача. (Поточное производство.)
Процесс сборки изделий М состоит из. шести операций продолжительностью:
| № операции | ||||||
| Норма времени, мин | 5,2 | 6,3 | 7,2 | 5,9 |
Определить коэффициенты загрузки сборщиков по операциям, если на каждой занято по одному человеку, работа ведется в 2 смены, продолжительность одной смены - 8 часов, объем выпуска - 250 штук. Как изменится суточный выпуск линии, если на операции № 5 осуществить мероприятия для снижения затрат времени до 6 мин?
Вариант № 21
1.Техническая подготовка производства. Задачи и стадии техни
ческой подготовки производства.
2. Задача. (Поточное производство.)
Радиоприемники собирают на конвейере. Сменная программа линии - 34 шт.; трудоемкость сборки приемника - 5 ч 25 мин; шаг конвейера— 1,6 м; регламентированные перерывы на отдых — 7 %; рабочие места располагаются с одной стороны конвейера. Определить:
• такт линии;
• число рабочих мест;
• скорость движения конвейера;
• общую длину конвейера.
Вариант № 22
1.Организация научных исследований. Основные идеи НИР. Фор
мы и методы организации НИР. Организация изобретательской, рациона
лизаторской и патентной работы.
2. Задача. (Поточное производство.)
На рабочем конвейере собирается изделие с габаритами 365 х 295 мм. Необходимо определить такт и ритм линии, рассчитать потребное число рабочих мест на операциях, выбрать тип и определить основные параметры конвейера (шаг, длину рабочей части конвейера), определить скорость конвейера и длительность технологического цикла.
| № операции | |||||||||
| Т, мин | 2,1 | 5,9 | 6,1 | 2,1 | 6,0 | 2,0 | 6,0 | 1,8 | 1,1 |
Расчетная суточная программа для линии - 450 шт. Работа производится в 2 смены. Регламентированные перерывы - 30 мин в смену.
Вариант № 23
1.Организация конструкторской подготовки производства. Задачи
и стадии конструкторской подготовки. Унификация и стандартизация на
этапе конструкторской подготовки.
2. Задача. (Поточное производство.)
На прямоточной линии обрабатывается картер редуктора. Определить такт линии, рассчитать число рабочих мест и число рабочих на линии; составить график-регламент работы оборудованиия и рабочих; рассчитать межоперационные заделы при ритме работы 'Л смены.
Участок работает в 2 смены; суточная программа - 184 шт.
| № операции | ||||||||
| Норма времени, мин | 2,9 | 2,3 | 2,7 | 1,7 | 2,3 | 1,2 | 5,1 | 2,5 |
Вариант № 24
1.Организация технологической подготовки производства. Задачи
и направления работ по технологической подготовке. Технологическая
стандартизация и унификация, их эффективность. Подразделения завода
по технологической подготовке.
2. Задача. (Поточное производство.)
Определить необходимую длину сборочного конвейера, а также скорость его движения при следующих условиях: сменная программа линии сборки - 150 узлов; шаг конвейера - 2 м; на сборке занято 12 рабочих; регламентированные перерывы для отдыха в смену - 30 мин.
Вариант № 25
1. Организация инструментального хозяйства на предприятии. За
дачи и состав инструментального хозяйства. Организация производства и
эксплуатации технологической оснастки.
2. Задача. (Организация транспортного обслуживания.)
Определить необходимое количество электрокаров для перевозки
грузов внутри цеха по маятниковому маршруту, если известно, что годовой грузооборот составляет 5320 т, количество дней в году примем 360, коэффициент неравномерности поступления грузов - 3, грузоподъемность транспортной единицы равна 1 т, число совершаемых рейсов в сутки равно 23, коэффициент использования грузоподъемности равен 0,7.
Вариант № 26
1.Организация ремонтного хозяйства на предприятии. Задачи и
состав ремонтного хозяйства. Система планово-предупредительных ре
монтов на предприятии.
2. Задача. (Производственная структура предприятия.)
В состав машиностроительного завода входят цехи: литейный, кузнечный, модельный, электроремонтный, инструментальный, втулок, шасси, моторов, механический, термический, сборочный, ремонтно-механический, транспортный, тарный, металлоконструкций, монтажный, ширпотреба.
• Дать классификацию цехов на основные, вспомогательные, об
служивающие, побочные.
• Классифицировать основные цеха:
а) по технологическому и предметному признаку;
б) на заготовительные, обрабатывающие, сборочные.
Вариант № 27
1. Организация внутризаводского транспорта. Задачи и виды внут
ризаводского транспорта. Организация и планирование работ внутриза
водского транспорта.
2. Задача. (Организация производственного процесса во времени.)
Определить длительность цикла простого процесса в рабочих днях
при параллельном виде движения партии деталей при следующих условиях: величина партии деталей - 1800 шт., величина передаточной партии 2 шт. Нормы времени на операции — следующие:
| № операции | |||||||
| Норма времени, мин | 2,9 | 2,3 | 2,7 | 1,7 | 2,3 | 1,2 | 5,1 |
На каждой операции работа выполняется на одном станке, суммарное межоперационное время на обработку всей партии - 5 ч; работа производится в 2 смены.
Вариант № 28
1. Задачи и организация энергетического хозяйства на предпри
ятии. Задачи и организация складского хозяйства. Организация работы
складов и тарного производства.
2. Задача. (Техническая подготовка производства.)
Определить общую календарную длительность (в неделях) выпол
нения следующих этапов технической подготовки производства: этап I -
конструкторская разработка чертежей; этап II — производственный кон
троль чертежей; этап III - разработка технологических процессов. Изде
лие имеет 500 оригинальных деталей. Средняя норма времени на разра
ботку чертежа одной детали — 12 ч, на его контроль - 2,4 ч, на разработку
технологического процесса на деталь - 16 ч. На выполнении работ по
этапу I занято 22 чел., по этапу II — 6 чел., по этапу III - 9 чел.
Вариант № 29
1. Производственная программа предприятия, цеха и организация
ее выполнения.
2. Задача. (Организация материально-технического снабжения.)
Определить расход чугуна и стали для выполнения программы на
6000 изделий в год. Техническая норма расхода на изделие: чугуна - 0,7 кг, стали - 1,2 кг. С 1 июля планируемого года в результате совершенствования заготовительных операций норма расхода металлов уменьшается на 10 %. Программа выпуска распределяется по месяцам равномерно.
Вариант № 30
1. Производственная мощность предприятия, цеха: методика рас
чета. Входная и выходная мощность предприятия.
2. Задача. (Организация технического контроля.)
Определить количество контролеров.
Исходные данные.
Годовая профамма выпуска деталей: А - 500 тыс. шт., Б - 750 тыс. шт., В - 135 тыс. шт., Г 600 тыс. шт. Средняя трудоемкость проверки одной детали, соответственно, составляет: 0,5; 1,0; 1,5; 1,0 мин. Выборочность контроля: по детали А - 15 %, Б - 10, В - 20, Г - 10 %. Число контрольных промеров на одну деталь составляет: по детали А - 3, Б — 2, Г - 3. Коэффициент, учитывающий затраты времени контролером на заполнение первичной документации, перепроверку, подготовку, счет деталей, равен 1,2. Годовой расчетный фонд времени работы одного контролера FK- 1835 ч.
Поиск по сайту: