АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Методы синхронизации операций
Синхронизация - это метод обеспечения равенства или кратности гпи-тельности операции такту (ритму). Все многообразие методов синхронизации можно разделить на две группы (рис. 5.2). Грубая синхронизация основана на организационных приемах, точная - на технико-технологических решениях.
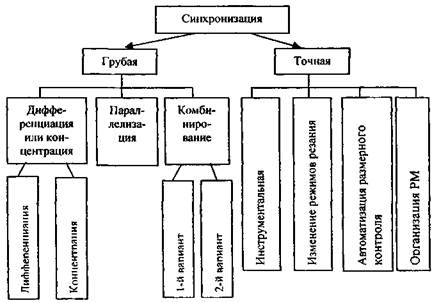
Рис. 5.2. Классификация методов синхронизации операций 32
Дифференциация заключается в том, что операция разделяется на более мелкие части (переходы), и часть переходов, запроектированных в данной операции, переносится в другую операцию.
Концентрация заключается в группировании переходов, запроек-i ированных в разных операциях.
Обязательное условие дифференциации и концентрации: изменение состава выделенной операции не должно сказываться на качестве обработки.
Если операция не может быть расчленена на переходы, но ее дли-(ельность кратна ритму, вводятся параллельные рабочие места, число которых W определяется по формуле:

Комбинирование применяется тогда, когда кратность или равенст-но длительности операции не удается получить. Цель комбинирования -обеспечение полной загрузки рабочих. Для этого сочетаются смежные операции.
При первом варианте рабочий, закончив все действия над деталью на i-ой операции, переходит с ней на (i + 1)-ю операцию, выполняет ее и нозвращается к месту выполнения i-ой операции к началу очередного гакта. Аналогичные действия могут выполняться и над партией деталей. И общем случае, смежными считаются не две, а три и больше последова-icjibno выполненных операций.
Второй вариант комбинирования применяется, когда рабочие мес-ia находятся на значительном расстоянии друг от друга. Рабочий, выполнив все действия над партией и переложив ее в задел перед следующей операцией, переходит на другое рабочее место, где уже существует свой адел. При полной загрузке рабочих могут быть простои оборудования.
Грубая синхронизация не всегда обеспечивает полную синхрони-1ацию. Допускается отклонение от полной загрузки рабочего места не более, чем на 8-10 %. Точная синхронизация должна обеспечить устранение этих 8-10 %-ных отклонений.
Заделы в поточном производстве
Под заделом понимается незавершенное производство в натуральном выражении: заготовки, полуфабрикаты, готовые детали, сборочные единицы, находящиеся на разных стадиях производственного процесса и предназначенные для обеспечения бесперебойного хода работ.
В поточном производстве выделяют 4 вида заделов: технологический, транспортный, оборотный и страховой.

|
| где W - общее число рабочих мест на линии. При передаче партиями |

|
Технологический задел составляют все предметы труда, перечисленные выше, находящиеся в непосредственной работе. При поштучной передаче технологический задел:
где р - величина партии.
Транспортный задел составляют предметы труда, находящиеся в процессе перемещения между рабочими местами, участками или поточными линиями. При поштучной передаче

При передаче партиями

Оборотный задел образуют предметы труда, необходимые для бесперебойной работы смежных рабочих мест, участков, поточных линий, работающих с различной производительностью Р. Величина задела изменяется в процессе работ от 0 до максимума и равна разности производительностей смежных операций. Максимальная величина задела Zmax определяется по формуле:

где Т - период неизменной производительности смежных операций.
В случае, когда такт подающей линии (рабочего места, участка) меньше такта потребляющей, оборотный задел образуется в силу большей производительности первой линии (рабочего места, участ ка). В обратном случае он должен образовываться за счет увеличения продолжительности работы подающей линии (рабочего места, участка).
Страховой (резервный) задел - это количество деталей, хранящихся в запасе на случай различных отклонений в ритмичности подачи материалов, полуфабрикатов или сборочных единиц на рабочие места, участки, поточные линии. Например, вследствие аварии оборудования, дефицита или несвоевременных поставок комплектующих изделий. Величина страхового задела устанавливается, обычно, опытным путем в зависимости от причины возникновения «узкого места».
Транспортный, оборотный и страховой заделы взаимозаменяемы. Например, если перед операцией существует транспортный задел, обеспечивающий бесперебойную работу всей линии в течение смены, то отпадает необходимость образовывать оборотный задел в данной точке. Если существует достаточный оборотный задел, то в данной точке не нужно образовывать страховой задел.
Все виды заделов по месту их нахождения делятся на межлинеЙ-ные и внутршшнейные.
Поиск по сайту: