АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Рельєфне зварювання
При рельєфному зварюванні розміщення точок визначається виступами (рельєфами), зробленими в одній з деталей одночасно з її виготовленням (вирубкою, висадкою, штампуванням). Якщо деталі різної товщини, із різнойменних сплавів, рельєфи формують на більш товстій деталі або із більш міцного сплаву. При зварюванні листових конструкцій і титанових сплавів зазвичай застосовують рельєфи, приведені на рис 6.8 а. для сплавів з малою жаростійкістю (наприклад алюмінієвих) застосовують рельєфи показані на рис 6.8 б.
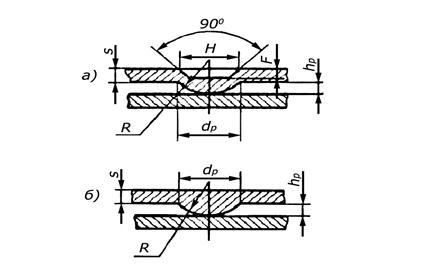
Рис 8.10 Типові форми рельєфів
Аналіз кінетики процесів, протікаючи при формуванні з’єднань показує що на першому етапі густина струму в контакті деталь – деталь виходить досить висока (рис 6.9 а). На етапі ІІ інтенсифікується пластична деформація зсуву.
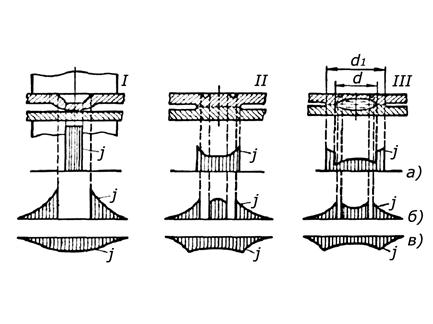
Рис 8.11 Характер зміни зони зварювання і епюри густини струму на різних етапах (І-ІІІ) формування рельєфного з’єднання; а – густина струму в контакті рельєф-деталь; б – те ж саме в контакті верхній електрод – деталь; в – те ж саме в контакті нижній електрод – деталь
Переважне направлення потоку металу – вздовж площини внутрішнього контакту і в направленні рельєфу.
На етапі ІІІ виникає і розвивається зона взаємного розплаву деталей діаметру d. Густина струму в зварювальному контакті зменшується через збільшення діаметра ущільнюючого поясу dп і к кінцю циклу стає близькою к процесу точкового зварювання.
Формування з’єднань при рельєфному зварюванні відрізняється від формування при точковому зварюванні. Характер зміни параметрів режиму рельєфного зварювання показаний на рис 6.10 (по осі абсцис відкладений час в долях від tзв)
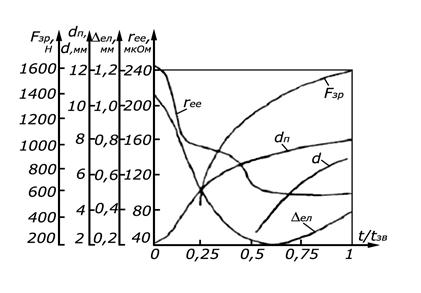
Рис 6.10 Зміна опору rее,переміщення верхнього електрода Δел, діаметр ущільнюючого пояска dп і литого ядра d, міцності з’єднань при зрізі Fзр в процесі рельєфного зварювання (низько вуглецева сталь 2+2 мм)
В зв’язку з підвищенням температури зварювального контакту в перші моменти пропускання струму rее іноді зростає. Далі він знижується через швидкий розвиток пластичної деформації і збільшення площі зварювального контакту (діаметр ущільнюючого пояску dп). В приблизно 0,5tзв зазор між деталями закривається і електроди зближуються. Потім по мірі виникнення і розвитку розплавленої зони електроди починають розсуватися, як при точковому зварюванні. В зв’язку з збільшуючимся діаметром литого ядра збільшується міцність точок на зріз Fзр.
Рельєфне зварювання збільшує продуктивність (одночасна постановка групи точок, з’єднання по всьому контуру), зменшує величину напуску і масу вузлів (через обмеження області розігрівання і пластичної деформації), підвищує стійкість електродів (внаслідок збільшених розмірів їх робочої поверхні), прибирає розмітку
Поиск по сайту: