АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Загальна схема формування при точковому та шовному зварюванні
Необхідна і достатня умова створення з’єднання при точковому і шовному зварюванні – утворення загальної зони розплавленого металу або ядра заданих розмірів. Формування з’єднань проходить в значній мірі по єдиній схемі котра представляється з трьох етапів.
Рис.4.1
Рис 4.1 Етапи утворення 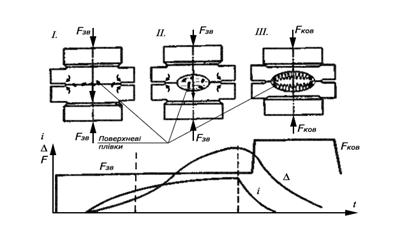
Pз’єднання при точковому зварюванні.
Перший етап починається з моменту обтиснення деталей, викликаючого пластичну деформацію мікро нерівностей в контактах електрод – деталь і деталь – деталь. Послідуюче включення струму і нагрів металу полегшують вирівнювання мікрорельєфів, руйнування поверхневих плівок і формування електричного контакту. При рельєфному зварюванні на цьому етапі починається осадка рельєфу. Нагрітий метал деформується здебільшого в зазор між деталями і утворює ущільнюючий поясок.
Другий етап характеризується розплавленням металу і утворенням ядра. По мірі проходження струму ядро росте до максимальних розмірів по висоті і діаметру. При цьому проходить перемішування металу, видалення поверхневих плівок і утворення металічних зв’язків у рідкій фазі. Продовжується процес пластичної деформації і теплове розширення металу. К кінцю цього етапу відмічається повна осадка рельєфу.
Третій етап починається з вимкнення струму, який супроводжується охолодженням і кристалізацією металу. Утворюється загальне для деталей лите ядро. При охолодженні зменшується об'єм металу і виникають залишкові напруги. Для зниження рівня цих напружень і попередження усадочних тріщин і раковин потрібні значні зусилля
При контактному зварюванні метал підлягає термомеханічній дії, яка впливає на властивості металу ядра і околошовної зони. При точковому, рельєфному і шовному зварюванні супутніми по відношенню до основних процесів вважаються наступні:
- виникнення залишкових напружень і деформацій при охолодженні металу
- зміна об’єму металу при охолодженні і нагріванні
- дія теплоти і пластичної деформації на метал околошовної зони
- взаємодія металів в контакті електрод – деталь
На першому етапі супутні процеси через відносно малу деформацію і низьку температуру зони зварювання не отримують значного розвитку. При появі на другому етапі розплавленого ядра різко зростає теплове розширення металу, з’являється небезпечність вибризкування, внаслідок теплопровідності відмічається нагрів околошовної зони, зміна початкової структури металу, перенос маси в контакті електрод – деталь. На третьому етапі при охолодженні металу починається кристалізація ядра, утворення литої структури і значних залишкових напружень, продовжується теплопередача в околошовну зону і зміна структури металу в цій частині з’єднання. Ступінь розвитку супутніх процесів і зміна початкових властивостей металу може бути зменшена, наприклад, за рахунок зменшення швидкості нагріву і збільшення зусилля на стадії охолодження.
Забезпечення високої якості зварювання і максимальної продуктивності процесу для даної товщини, форми і матеріалу виробів визначаються правильністю вибору режиму зварювання.
Режим зварювання – Сукупність електричних, механічних і часових параметрів, забезпечуваних зварювальним устаткуванням для отримання якісного з’єднання.
Поиск по сайту: