АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Стійкість оплавлення
На стійкість процесу оплавлення впливають: ефект саморегулювання, запас електричної потужності машин, попередній підігрів деталей перед оплавленням, геометрія з’єднань, локальна інтенсивність процесу, рід струму (змінний або постійний) і інші фактори.
Саморегулювання – Основна умова стійкого оплавлення. Зазвичай при стиковому зварюванні rдд ≥ Z2к область Б). При цьому за цикл зварювання rдд безперервно знижується. Для підтримання стійкого оплавлення, попередження короткого замикання, а також довільного закінчення оплавлення падіння rдд повинно бути компенсоване швидким наростанням І2 і підвищенням Рее, що обмежує ріст перемичок і полегшує їх руйнування.таки чином, стійке оплавлення можливе, якщо приріст зварювального струму і корисної потужності при зниженні опору rдд мають однаковий знак.
Залежність корисної потужності машини від зварювального струму (при синусоїдальному струмі) мають вигляд
 .
.
Ця залежність носить екстремальний характер(рис 7.8).Максимальне значення Рее відповідає rдд = Z2к. якщо задана миттєва швидкість оплавлення відповідає Рее0, то можливі два варіанти режиму: стійкий 1 і нестійкий 2. при режимі 2 (область А) найменше зниження опору rдд приводить до короткого замикання і зупинці оплавлення. Поблизу точки 1 при зниженні rдд за рахунок збільшення Ізв і Рее проходить активне руйнування перемичок, і збільшення Vопл, і буде зберігатися стійкість оплавлення. Відстань між точками 1 та 2 характеризує допустимий діапазон коливань струму,
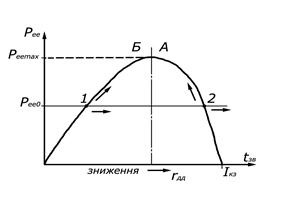
Рис 9.8 Залежність корисної потужності машини від зварювального струму
що забезпечує стійке оплавлення. Можна сказати що область саморегулювання 1-2 буде розширюватися при зниженні Z2к, збільшенні U20 (однак в останньому випадку знижується ηопл) і звужуватися при збільшенні активної компоненти r2К.
Для збудження процесу і стійкого оплавлення необхідний 3-5 кратний запас стійкості, котрий представляє собою відношення струму короткого замикання до середнього значення струму при оплавленні: Ік.з/ Ізв. Більше відношення застосовують при зварюванні великих компактних перерізів. Стійкість оплавлення суттєво збільшується, якщо перед зварювання деталі підігрівають. В цьому випадку знижується необхідна для початкового збудження оплавлення електрична потужність.
Інтенсифікація нагрівання металу при оплавленні. При зварюванні середніх перерізів в більшості випадків ведуть зварювання безперервним оплавленням (до 5 000 мм²) або оплавленням з попереднім підігріванням (до 10 000 мм²).
Попередній підігрів полегшує збудження оплавлення, однак при великих перерізах (як і при зварюванні опором) не забезпечується рівномірне нагрівання торців, а також потребує високої електричної потужності.
Тому для зварювання великих перерізів (більше 10 000 мм²) використовують спеціальні способи інтенсифікації нагрівання: програмне регулювання напруження і імпульсне оплавлення.
При програмному регулюванні для збудження оплавлення напругу U20 спочатку збільшують (протягом 0,1t  ). Керувати напругою зручно шляхом фазового регулювання джерела струму.
). Керувати напругою зручно шляхом фазового регулювання джерела струму.
При програмному регулюванні напруження і швидкості в 3 – 5 раз знижується споживана потужність і в 1,5 -2 рази час зварювання.
При імпульсному оплавленні на основне поступове переміщення, котре здійснює рухома плита зварювальної машини, накладається допоміжна вібрація (з частотою fк = 3…45 Гц і амплітудою Ак=0,1…0,8 мм) Це викликає періодичну зміну зазору між деталями (рис 7.9).
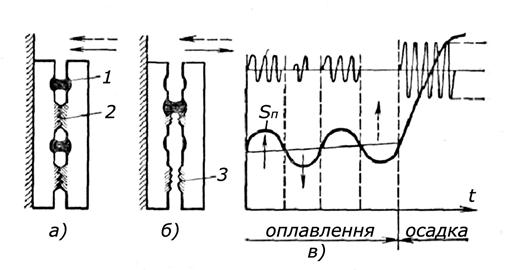
Рис 9.9 імпульсне оплавлення:
а – стадія зменшення зазору (1 – рідка перемичка, 2 – контакт що деформується) б – стадія збільшення зазору (3 – механічне руйнування контакту) в – осцилограма зварювального струму Ізв і переміщення Sп рухомої плити. Стрілками показано рух - - - - - поступальне і ---- коливальне.
Поиск по сайту: