АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Приварювання (наварка) металічних шарів
Приварювання металічних шарів для ремонту зношених деталей або отримання монолітних поверхневих шарів з особливими властивостями виконують контактним шовним зварюванням (електроконтактною наваркою) на спеціальних установках зазвичай приварюють до деталі проволоку, стрічку припікають порошок.
Найбільш розповсюджена схема приварювання проволоки (рис 6.11) Цільний металічний шар 2 утворюється на деталі 1 спіральними перекриваючими валиками при обертанні деталі.
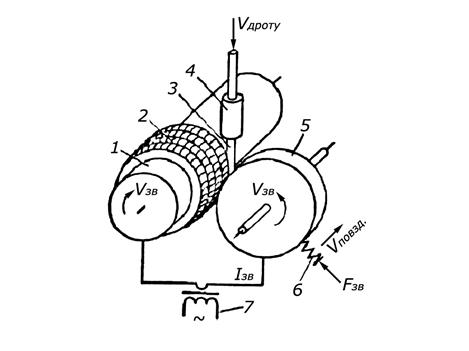
Рис 8.11 Електроконтактне наварювання дроту
Дріт 3 подається направляючою втулкою 4. Зварювальний струм поступає від трансформатора 7 до деталі і вільно обертаючому ролику 5, до якого прикладається Fзв від пневмоциліндру через пружинний амортизатор 6. Нагрів і інтенсивна пластична деформація руйнують оксидні плівки в контакті деталь-деталь і призводять до утворенню металічного зв’язку в твердому стані.
Широко використовують припікання зносостійких, тугоплавких, твердосплавних порошкових композицій на поверхню деталей: ножів грейдерів і бульдозерів, ріжучих брусків барабанів силосоприбираючих комбайнів, валів, втулок і т.д. порошок наносять на поверхню що зміцнюється і прокатують роликом шовної машини (рис 6.12 а)
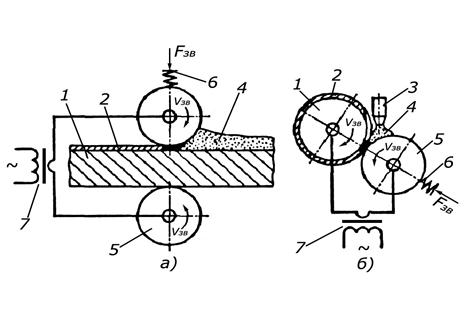
Рис 8.12 електроконтактне наварювання (припікання) порошку на поверхню: а – плоску; б – циліндричну; 1 –деталь, 2 – монолітний шар, 3 – бункер з порошком, 4 – порошок, 5 – ролик, 6 – амортизатор, 7 – зварювальний трансформатор.
В зоні зварювання він нагрівається до температури 0,8 – 0,9Тпл, деформується, з’єднується х деталлю і спікається, перетворюючись на компактний шар з пористістю 3-5% і високою міцністю на відрив. При утворенні шару на циліндричній поверхні (рис 6.12 б) порошок автоматично поступає з бункеру на поверхню ролика поблизу зони зварювання. Суцільний шар формується спіральними перекриваючими валиками
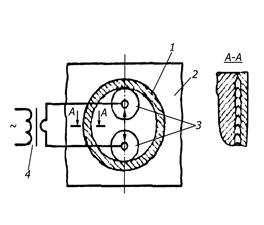

Рис 8.13 рис 8.14
Схема приварки постелів циліндрів Наварювання зносостійкої сталі до диска з
тракторних двигунів низько вуглецевої сталі
1 – постіль блока із стрічки(сталь 20) 1 – ролики, 2 – диск, 3 – зносостійка
2 – чавунний блок, 3 – ролики, накладка, 4 – підшипник, 5 – зварювальний
4 – зварювальний трансформатор трансформатор
Поиск по сайту: