АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
На рельсобалочных станах
|
Читайте также: |
Методическая печь – проходная печь для нагрева металлических заготовок перед обработкой давлением (прокатка, ковка, штамповка). В свою очередь проходной печью называется печь непрерывного действия, в которой нагреваемые заготовки движутся вдоль печи, перемещаемые толкателем, рольгангом или другими механизмами. Загрузка и выгрузка проходной печи производятся через окна в торцовых стенах печи или в боковых стен.
В методической печи заготовки обычно передвигаются навстречу движению продуктов сгорания топлива; при таком противоточном движении достигается высокая степень использования теплоты, подаваемой в печь. Хотя встречаются прямоточные и прямо противоточные печи. Заготовки проходят последовательно три теплотехнические зоны: методическую (зону предварительного подогрева), сварочную (зону нагрева) и томильную (зону выравнивания температур в заготовке). Иногда томильная может отсутствовать.
Методические печи классифицируют: а) по числу зон отопления всварочной зоне плюс методическая зона, и, если есть, томильная зона (2-, 3-, 4-, 5-зонные); б) по способу транспортирования заготовок (толкательные, с подвижными балками и др.); в) по конструктивным особенностям (с нижним обогревом, с наклонным подом, с плоским сводом и т.д.).
Методические печи отапливают газообразным или жидким топливом помощью горелок или форсунок. Одновременно температура поверхности сначала резко увеличивается (скорость нагрева максимальная), а затем повышается медленнее (скорость нагрева падает) с постепенным увеличением скорости к концу методической зоны.
Преимущество многозонных печей перед двухзонными: гибкость в регулировке режима нагрева и, соответственно, меньший расход топлива при высоком качестве нагрева металла. Недостаток: усложнение конструкции системы отопления.
Под качеством нагрева понимается: точность получения заданных температур в конце нагрева, величина окисления и обезуглероживания поверхности заготовок, точность сохранения формы заготовок после воздействия термических напряжений. Ориентировочные значения отдельных показателей качества: температура нагрева заготовок в методических печах – 1100-1250 °С; перепад температуры в конце нагрева – 400-1000 °С/метр толщины заготовки; количество окислившегося металла – 0,5-2 %; толщина обезуглероженного слоя – 0,5-1,5 мм.
Материальный и тепловой балансы методических печей во многом схожи по своей структуре, – отличия связаны с числовыми показателями.

Рисунок 18 - Режимы нагрева заготовок в зависимости от числа зон методической печи (L - длина печи):
а - 2-зонная печь; б - 3-зонная печь; в - многозонная печь; tг - температура дыма; tух - температура уходящего дыма; t0 - начальная температура металла; tп - температура поверхности металла; tс - температура середины металла; qп – плотность теплового потока на поверхности металла.
Методические печи характеризуются наличием нескольких зон по длине печи, т.к. тепловой баланс обычно составляется для определения расхода топлива и выбора горелок, то тепловой баланс методических печей часто приходится составлять для отдельных зон. В частности, для секционных печей, включающих 20 и более секций, тепловой баланс может быть составлен для каждой секции.
Для нагрева заготовок для прокатки рельсов балок и швеллеров применяют в основном методические печи с шагающими балками (РБЦ) или подом (ЦПШБ), реже толкательные печи (КСЦ). Ввиду больших площадей поперечного сечения заготовок все используемые печи являются многозонными, позволяющими более качественно и интенсивно нагревать заготовки, а также эффективно управлять температурным режимом печи.
1) Печи толкательного типа – методическая печь, в которой перемещение заготовок вдоль печи происходит с помощью внешнего устройства – толкателя. Это самый простой и недорогой способ транспортирования металла через печь.
В настоящее время разработано большое количество толкательных печей, отличающихся числом зон, наклоном подины, конструкцией свода и способом утилизации теплоты дымовых газов. Рассмотрим в виде примера трехзонную печь двухстороннего нагрева с наклонным подом, оборудованную керамическим блочным рекуператором для нагрева воздуха и инжекционными горелками. Особенностью данной печи является отсутствие вентилятора. Воздух засасывается за счет разрежения, создаваемого активной струей газового топлива горелок. Кроме этого, разрежение создает разогретый рекуператор, который действует как дымовая труба. Подобный принцип подачи воздуха заложен и в конструкции нагревательного колодца с верхней горелкой, оборудованную керамическим блочным рекуператором для нагрева воздуха и инжекционными горелками. Особенностью данной печи является отсутствие вентилятора. Воздух засасывается за счет разрежения, создаваемого активной струей газового топлива горелок. Кроме этого, разрежение создает разогретый рекуператор, который действует как дымовая труба. Подобный принцип подачи воздуха заложен и в конструкции нагревательного колодца с верхней горелкой.
Выдача нагретых заготовок в данной толкательной печи боковая с использованием дополнительного толкателя. Длина заготовок – 5-12 м. Соответственно и ширина печи достигает 12,5 метра. Печь рассчитана на сжигание доменного газа. Газ подогревается в металлическом рекуператоре до 200 – 2500.
Керамический рекуператор изготавливается из блоков размером примерно 300х250х250 мм. Конструкция блочного рекуператора очень простая. Внутри отдельных блоков имеются четыре отверстия для прохода воздуха, а наружная поверхность выполнена фигурной. В результате при сочленении блоков между ними появляются полости для прохода дыма в направлении, перпендикулярном движению воздуха. Достоинство блочного рекуператора в низком гидравлическом сопротивлении для прохода дыма и воздуха.
Принцип работы печи следующий. Заготовка подаётся внешним рольгангом к торцевому окну со стороны посада. Далее толкатель проталкивает заготовку в печь. При этом заготовка замещает предыдущую заготовку и проталкивает все заготовки, лежащие на подине.
Заготовки лежат без зазоров, поэтому в расчётах нагрева садку печи можно считать монолитной пластиной. Подина выполнена наклонной для облегчения перемещения всей садки. В самом конце печи участок подины сделан горизонтальным. Крайняя нагретая заготовка, которая попадает на горизонтальный участок подины, будет выдана из печи боковым толкателем через боковое окно. Температура нагрева заготовок зависит от марки стали и колеблется от 1100 до 1250 °С. Нагрев заготовок происходит за счёт лучистого и конвективного теплообмена в системе "дым – кладка – металл".
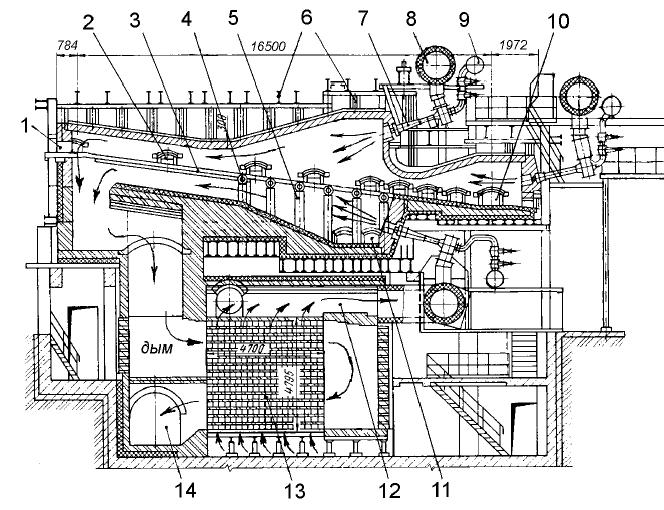
Рисунок 19 - Трёхзонная толкательная печь.
1 - окно посада; 2 - смотровые окна; 3,4,5 - продольные (глиссажные) поперечные и вертикальные опорные трубы; 6 - металлические балки каркаса; 7 - инжекционные горелки; 8 - трубопровод горячего воздуха; 9 - трубопровод газа; 10 - окно выдачи; 11 - окна для уборки шлака; 12 - сборный канал горячего воздуха; 13 - керамический рекуператор; 14 - дымовой боров.
Продукты горения (дым) образуются при факельном сжигании топлива в инжекционных горелках. Дым проходит навстречу металлу и удаляется с температурой 750-1000°С возле окна посада вниз через полости в боковых стенах и через щели между заготовками и стенками печи. Далее дым проходит через двухходовый керамический рекуператор для подогрева воздуха и металлический трубчатый рекуператор для подогрева газа и выбрасывается без очистки в атмосферу посредством дымовой трубы.
В сварочной зоне печи металл проталкивается по водоохлаждаемым глиссажным (скользящим) трубам. Если смотреть на подину сверху (в плане), то можно увидеть, что глиссажные трубы выполнены в виде ряда параллельных продольных транспортных труб. Для уменьшения контакта металла с холодной частью продольных труб и для уменьшения истирания труб на них приваривается пруток-гребешок из жаропрочной стали или устанавливаются так называемые рейтеры, выполненные из жаропрочных сплавов на основе хрома. Глиссажные трубы поддерживаются опорными трубами, представляющими из себя систему поперечных (горизонтальных) и вертикальных водоохлаждаемых труб. Наличие глиссажных труб позволяет быстро нагреть заготовки (т.е. обеспечить высокую производительность) за счёт двухстороннего подвода теплоты к заготовкам. Глиссажные трубы выгодно использовать при толщине заготовок больше 100 мм. В томильной зоне нагрев односторонний.
Основное назначение томильной зоны – ликвидация "тёмных" пятен, образующихся на нижней поверхности заготовок при их движении по глиссажным трубам. В томильной зоне заготовки движутся по неохлаждаемым массивным брусьям.
Угар (потери при окислении) металла в толкательных печах обычно составляет 1,5-2 %. Удаление шлака (окалины) с подины производится периодически вручную через рабочие боковые окна нижней сварочной и томильной зоны.
Удельный расход топлива в толкательной печи при температуре нагрева заготовок 1200 °С около 70-80 кг у.т./т металла. Если в печи отсутствуют зоны двухстороннего нагрева (нет глиссажных труб), то расход топлива около 60-70 кг у.т./т металла.
Для сокращения расхода топлива можно рекомендовать следующее:
1. совершенствование тепловой изоляции глиссажных труб, которые потребляют до 15 % подводимой к печи теплоты;
2. применение системы испарительного охлаждения глиссажных труб. Это позволит снизить расход воды на охлаждение, повысить стойкость труб, получить высокотемпературный теплоноситель (пар);
3. использование современных жаростойких теплоизоляционных материалов в кладке печи;
4. интенсификация лучистого теплообмена в зонах печи (повышение светимости факела, использование скоростных горелок, гофрирование кладки, зачернение футеровки и т.п.);
5. замена керамического рекуператора на стабильно работающий металлический;
6. создание в начале методической зоны условий для протекания продуктов сгорания сначала над металлом, а затем под металлом;
7. организация струйного натекания продуктов сгорания на металл с помощью высокотемпературных дымососов или инжекторов, что значительно увеличивает теплоотдачу в начальный период нагрева;
8. расположение в рабочем пространстве системы перегородок для прижатия потоков дыма к металлу и увеличения конвективной теплоотдачи. Одновременно это увеличивает излучающую поверхность кладки;
9. отказ от монолитной подины в томильной зоне и переход на двухсторонний нагрев металла по всей длине печи. В этом случае обязательным является применение металлических или металлокерамических рейтеров. Желательным является небольшое смещение по длине печи (относительно оси печи) глиссажных труб.
В КСЦ ОАО «НТМК» установлено три печи толкательного типа с торцевой задачей и выдачей. В качестве топлива используется коксодоменный газ.
2. Печи с шагающим подом (ПШП) - методическая печь, в которой перемещение заготовок происходит путём циклического поступательно-возвратного шагания пода.
Эти печи обладают рядом преимуществ перед толкательными печами:
а) заготовки не трутся о подину и друг о друга и не получают механических повреждений; б) при ремонтах печь легко освобождается от заготовок; в) в печи легко варьируется односторонний и трёхсторонний нагрев заготовок; г) первоначально образовавшаяся окалина не осыпается и защищает заготовки от дальнейшего окисления, что снижает угар стали до 1 %; д) пониженный расход топлива за счёт отсутствия глиссажных труб.
Принцип работы печи следующий. Заготовки подаются внешним рольгангом к торцу посада и заталкиваются на подину с помощью торцевого толкателя. Далее заготовки проходят по печи с помощью специального механизма шагания, расположенного под подиной. Вся подина равномерно разделена на чётное количество подвижных и нечётное количество неподвижных балок. Основные движения, совершаемые подвижными балками относительно неподвижных балок приведены на рис. 21. Подсосы холодного воздуха в печь через щели между подвижными и неподвижными балками исключены за счёт использования водяных затворов.
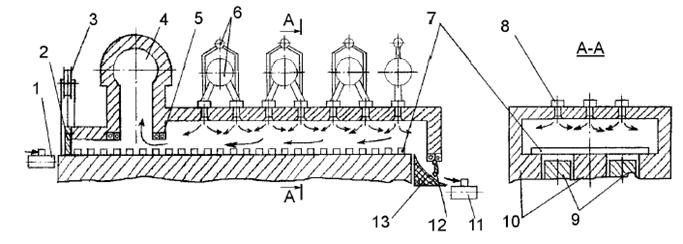
Рисунок 20 - Схема печи с шагающим подом
1 - рольганг загрузки; 2 - заслонка; 3 - механизм подъёма заслонки; 4 - дымоотбор; 5 - поддерживающие кладку водоохлаждаемые трубы; 6 - газо- и воздухопроводы по зонам регулирования; 7 - заготовки; 8 - горелки; 9 - подвижные балки; 10-неподвижные балки; 11 - рольганг выдачи; 12 - подвижная заслонка; 13 – склиз.
В конце печи каждая нагретая заготовка при очередном цикле шагания попадает на склиз (лекальная наклонная плоскость) и через торец выдачи выскакивает на рольганг прокатного стана.
В ПШП очень удобным оказалось использование плоского свода с установленными в своде плоскопламенными горелками. Главное то, что в печи с такой конфигурацией легко можно осуществить многозонный режим нагрева. Недостаток сводового отопления в том, что половина длины печи со стороны посада находится под разрежением, а это вызывает подсосы воздуха через смотровые окна. Кроме этого, недостаточно отрегулированные плоскопламенные горелки могут вызвать местный перегрев металла.
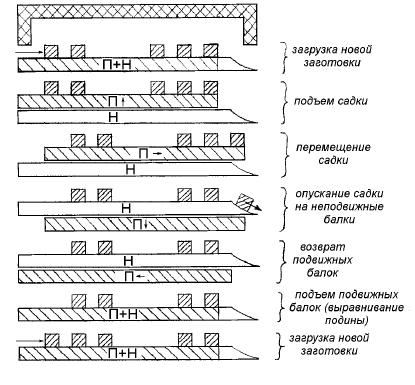
Рисунок 21 - Фазы движения балок в печи с шагающим подом.
П - подвижные балки; Н - неподвижные балки.
Продукты горения образуются в зоне факела, прилегающего к своду, опускаются до металла и далее проходят вдоль печи. Дым удаляется из печи через свод в районе торца посада и направляется в рекуператор для подогрева воздуха горения или в котёл-утилизатор.
Удаление шлака (окалины) производится вручную через смотровые окна в сварочной и томильной зонах. В процессе шагания отдельные заготовки могут кантоваться и тем самым разбивать подину. Заправка (восстановление) подины также производится через смотровые окна вручную.
Удельный расход условного топлива в ПШП 60-70 кг у.т./т металла.
Для снижения расхода топлива в ПШП можно предложить следующее:
1. оптимизация температурного режима нагрева заготовок по минимуму расхода топлива при заданных температуре поверхности и перепаду температур в конце нагрева. Чем больше зон регулирования в печи, тем больший эффект можно получить;
2. обеспечение повышенной газоплотности смотровых окон и торцевого окна посада путём установки соответствующей арматуры. Это даст возможность поднять давление дыма в печи и исключит подсос холодного воздуха;
3. перевод печи с чисто противоточного режима на прямо-противоточный, что позволит выровнять давление по всей длине печи и исключит подсосы воздуха;
4. точно также как и для толкательных печей: применение более совершенных огнеупорных и теплоизоляционных материалов, а также интенсификация теплообмена;
5. комбинирование сводового отопления с торцевым и боковым отоплением, что позволит выровнять давление по длине печи и уменьшить выбивание дыма;
6. установка системы перегородок для интенсификации лучистого и конвективного теплообмена, повышения равномерности нагрева по длине заготовок в зоне выдачи;
7. удлинение неотапливаемой части печи со снижением температуры наружной поверхности стен до ~40°С за счет оптимизации толщины футеровки.
В ЦПШБ ОАО «НТМК» установлено три печи с шагающим подом.
3. Печи с шагающими балками (ПШБ) – методическая печь, в которой транспортирование заготовок происходит путём циклического поступательно-возвратного движения водоохлаждаемых балок. Принцип перемещения заготовок аналогичен тому, что было в печи с шагающим подом. Все отличия связаны с наличием водоохлаждаемых балок.
Главное преимущество ПШБ – четырёхсторонний, т.е. максимально быстрый нагрев заготовок. Главный недостаток – наличие разветвлённой системы водоохлаждаемых балок (опорных труб) и, соответственно, большие потери теплоты с охлаждающей водой.
Схема печи с шагающими балками приведена на рис. 10. На этом рисунке показана многозонная печь с торцевыми горелками. Отличительные особенности – верхний дымоотбор, два металлических трубчатых рекуператора, наличие рейтеров на продольных трубах.
Печь работает следующим образом. Заготовки подаются к торцу посада с помощью рольганга и сталкиваются с него на подину толкателем. На подине заготовки располагаются с зазором между собой. Подина состоит из системы опорных труб (балок) с установленными на продольных трубах рейтерами. Путём шагания балок заготовки перемещаются к торцу выдачи и там вытягиваются из печи механизмом поштучной выдачи при температуре 1150-1250 °С.
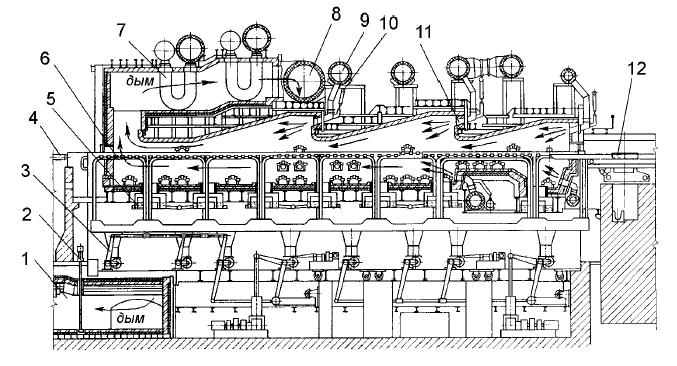
Рисунок 22 - Схема печи с шагающими балками
1 - дымовой боров; 2 - шибер; 3 - механизм шагания; 4 - загрузочный рольганг; 5 - водяной затвор; 6 - подина из труб с рейтерами; 7 - рекуператор; 8 - дымоотвод в боров; 9 - воздухопровод; 10 - газопровод; 11 - горелки; 12 - рольганг выдачи.
Печь отапливается двухпроводными горелками. Дым от сжигания топлива проходит сверху и снизу от заготовок и удаляется из печи в районе торца посада через свод при температуре 900-1100 °С. В верхнем строении печи находится дымоход с установленными в нём рекуператорами.
Газоплотность узла сочленения вертикальных опорных труб и нижней футерованной плоскости обеспечивается гидравлическими затворами.
Удаление шлака (окалины) производится вручную механическим путём (скребки, пики и т.п.), а также путём применения компрессорного воздуха или кислорода, подаваемого с помощью переносных сопел. Очистка происходит через смотровые окна на уровне нижней отметки рабочего пространства.
Удельный расход топлива в ПШБ выше расхода топлива толкательной печи, имеющей двусторонний обогрев, и составляет 80-90 кг у.т./т металла, главным образом, за счёт отсутствия монолитного пода в томильной зоне.
Для сокращения расхода топлива можно предложить следующее:
1. увеличение расстояния между опорными трубами и, соответственно, уменьшение количества труб. Это сделать возможно, т.к. при механических расчётах прочности труб обычно берут многократно завышенный коэффициент запаса. Предлагаемое снижение числа труб не только снизит потери с водой, но и интенсифицирует теплообмен за счёт уменьшения экранирующего действия труб на металл;
2. применение волокнистой теплоизоляции на опорных трубах;
3. использование непараллельных продольных труб с целью уменьшения "тёмных" пятен от контакта заготовок с рейтерами и, соответственно, сокращение времени выдержки металла в томильной зоне;
4. применение системы испарительного охлаждения опорных труб;
5. применение эффективных огнеупорных и теплоизоляционных материалов в кладке свода и стен, а также интенсификация теплообмена в рабочем пространстве печи;
6. организация струйного подогрева металла с использованием высокотемпературных вентиляторов в начальный период нагрева (методическая зона).


Рисунок 23 - Схема однорядного и двурядного посада заготовок.
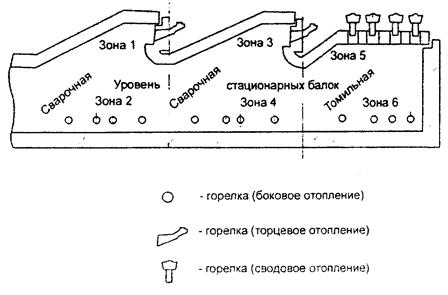
Рисунок 24 - Схема расположения зон печи.
Таблица 2 - Режимы нагрева заготовок.
| Группа. Назначение металла | Шаг раскладки, мм | Количе- ство за- готовок в печи, шт. | Темп выдачи, шт. в час | Обозначение режима нагрева |
| 1 Рельс, осевая заготовка | 51-60 | 31 | ||
| 46-50 | 32 | |||
| 41-45 | 33 | |||
| 41, менее | 34 | |||
| 1 Швеллер; башмаки | 51-60 | Г1 | ||
| 46-50 | Г2 | |||
| 41-45 | ГЗ | |||
| 41, менее | Г4 | |||
| 2 Квадратная заготовка | 46-65 | ГЗ | ||
| 41-45 | Г4 | |||
| 41, менее | Г5 | |||
| 3 3етовый профиль | 36-40 | Д1 | ||
| 31-35 | Д2 | |||
| 26-30 | Д3 | |||
| 26, менее | Д4 | |||
| 4 Квадратная заготовка для роликов МНЛЗ | 46-50 | Е1 | ||
| 41-45 | Е2 | |||
| 40, менее | Е3 | |||
| Примечания 1 Посад заготовок для зетового профиля производится в шахматном порядке. 2 Продолжительность нагрева определяется отношением количества заготовок в садке печи к темпу выдачи. |
В РБЦ ОАО «НТМК» установлена современная печь с шагающими балками. Производительность печи 200 т/час. В качестве топлива может использоваться природно-доменный либо только природный газ, что позволяет не останавливать работу печи при проблемах с подачей доменного газа (аварии на ТЭЦ, в доменном цехе).
Поиск по сайту: