АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Построение промежуточных и чистовых калибров
Швеллерные калибры характеризуются наличием ложных и действительных фланцев. Ложные фланцы рассчитывают по-разному. Оказалось весьма затруднительным привести обобщенные зависимости размеров ложных фланцев от какой-либо вполне определенной характеристики профиля. Известна лишь одна общая закономерность при расчетах - это применение повышенных коэффициентов деформации по ложному фланцу по сравнению с действительным.
Рекомендуется размеры ложного фланца во всех промежуточных (черновых) калибрах принимать по следующим уравнениям:
 ;
;
 ;
;  ,
,
где  - высота ложного и действительного фланцев;
- высота ложного и действительного фланцев;
 - толщина ложного и действительного фланцев у основания;
- толщина ложного и действительного фланцев у основания;
 - толщина ложных фланцев на конце;
- толщина ложных фланцев на конце;
 - номер калибра против хода прокатки.
- номер калибра против хода прокатки.
Ложные фланцы в чистовом калибре имеют двойное назначение: во-первых, они служат для предупреждения утяжки внешних углов стенки готового профиля после охлаждения (особенно швеллеров больших размеров); во-вторых, они улучшают условия правки профиля в холодном состоянии на правильной машине.
Наличие небольшого ложного фланца на готовом профиле обеспечивает вполне достаточное напряжение на полки и создает такой изгибающий момент, что полки без бокового давления образуют прямой угол со стенкой. Форма ложного фланца на чистовом профиле представляет собой треугольник (рисунок 79). Размеры его принимают следующими:
 ;
; 
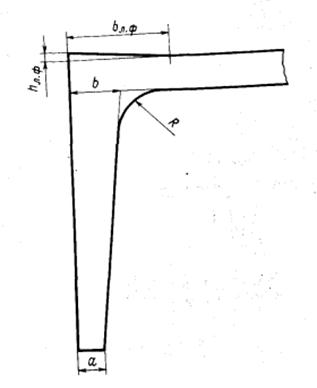
Рисунок 79 – Форма ложного фланца в чистовом калибре (готовый профиль).
Размеры чистового калибра следует принимать с учетом минусовых допусков. Особенно это относится к определению средней толщины полки. Построение калибра с минусовыми допусками обеспечивает получение более экономичного профиля. По мере выработки калибра (прежде всего полок) размеры профиля постепенно увеличиваются, достигая номинальных, и при значительной выработке калибра масса погонного метра профиля может оказаться в пределах плюсового допуска, но это бывает редко, так как обычно к этому времени переходят на новые калибры.
В ряде случаев представляется возможность (из-за распределения коэффициентов деформации по проходам) иметь два одинаковых чистовых калибра. Это позволяет работать на валках более продолжительное время и получать профиля с большей точностью.
Поиск по сайту: