АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Особенности прокатки и калибровки двутавровых балок
Двутавровые балки прокатывают на сортовых и специализированных рельсобалочных станах. При калибровке балок необходимо учитывать ряд особенностей деформации металла в калибрах. Характерной особенностью является резко выраженная неравномерность деформации при формировании профиля из прямоугольной заготовки.
Обычно в первых двух-трех проходах (разрезной и следующий за ним калибр) деформация весьма неравномерная; металл при этом имеет достаточно высокую температуру и пластичность. Дальнейшее формирование профиля происходит в закрытых фланцевых калибрах. В этих калибрах характер деформации элементов профиля различный. Стенка профиля подвергается обжатию в результате прямого давления. Фланец в открытой части калибра (открытый фланец) подвергается большому боковому обжатию и получает при этом некоторое приращение высоты. Фланец в закрытой части калибра (закрытый фланец) подвергается незначительному боковому обжатию и получает большое обжатие по высоте, что способствует вытяжке фланца и компенсирует отрицательное влияние утяжки.
Неравномерность деформации элементов профиля неизбежно вызывает некоторое перемещение металла из одной части калибра в другую.
Следующей особенностью деформации металла в закрытом балочном калибре является разновременность обжатий фланцев и стенки. Раньше всего начинается боковое обжатие в открытых фланцах калибра и боковое и высотное обжатие в закрытых. Обжатие стенки наступает, когда практически деформация фланцев уже закончена.
Разновременность захвата валками стенки и фланцев зависит от наклона внутренних граней полок (фланцев). Так как наклон внутренних граней фланцев увеличивается от чистовых калибров к черновым, разновременность деформации элементов профиля наиболее резко выражена в черновых калибрах. Это неизбежно приводит к возникновению и развитию областей внеконтактной деформации, а также к перемещению металла из одной части профиля в другую.
Большое обжатие стенки в чистовом и предчистовом калибрах может привести к утяжке фланцев по высоте. Это явление особенно заметно при прокатке балок большого размера; площадь стенки профиля таких балок составляет значительную долю площади всего профиля.
При деформации полосы в балочном калибре скоростные и силовые усилия по его очертанию различны. Это объясняется различием катающих диаметров в различных частях калибра, из-за чего стенка и фланцы одного и того же профиля прокатываются с различными скоростями. Наиболее сильное воздействие на профиль оказывают поверхности калибра, обрабатывающие стенку, и весь профиль, без учета опережения, выходит из валков со скоростью, соответствующей скорости этих поверхностей.
Так как весь профиль выходит из валков с одинаковой скоростью, закрытые фланцы профиля опережают свои части калибра. Под влиянием стенки нижние фланцы как бы проволакиваются через неподвижный калибр. Чем толще фланцы, задаваемые в закрытые части калибра, тем больше тянущее усилие к закрытым фланцам со стороны стенки и тем больше утяжка их по высоте.
Закрытый фланец калибра изнашивается главным образом за счет неравнозначности скоростных условий деформации.
Процесс деформации в открытых частях калибра идет по-другому. Здесь задаваемые фланцы профиля обрабатываются коническими поверхностями, имеющими разные скорости; при этом они подвергаются обжатию по толщине и получают некоторое приращение высоты. Чередование положения открытых и закрытых фланцев по проходам создает возможность равномерной обработки нижней и верхней частей прокатываемого профиля.
Различие скоростных и силовых условий по очертанию балочного калибра приводит к его неравномерному износу. Практика показывает, что открытые фланцы калибра изнашиваются быстрее, чем закрытые. По мере износа боковое обжатие в закрытых фланцах калибра постепенно увеличивается, а в открытых – уменьшается. Это влияет также на приращение высоты открытых фланцев и на утяжку закрытых.
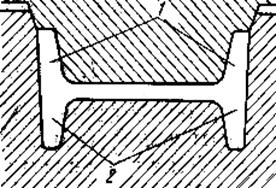
Рисунок 66 – Калибр, образованный одновременно открытой (1) и закрытой (2) частями валка.
Поиск по сайту: