АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Б.П. Бахтинова
Задание. Спроектировать калибры для прокатки балки №18 на крупносортном стане 650 ОАО НТМК линейного типа.
Расчет ведем против хода прокатки.
Размеры холодного профиля балки №18: высота Н=180мм, ширина В=90мм, толщина шейки d=5,1мм, средняя толщина полки t=8,1мм, радиусы закруглений у основания фланца R=9мм, радиусы закруглений в глубине вреза r=3,5мм.
Принимая коэффициент усадки равным 1,011, получаем размеры профиля в горячем состоянии:

 мм
мм

 мм
мм

 мм
мм

 мм
мм
Определяем некоторые дополнительные размеры. Высота фланцев:

 мм
мм
Толщина фланцев у основания:

 мм
мм
Толщина фланцев на конце:

 мм
мм
Площадь каждого из фланцев:


 мм2
мм2
Площадь шейки:

 мм2
мм2
Площадь профиля без учета радиусов закругления:

 мм2
мм2
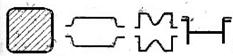
Стан 650 имеет четыре клети. Из них одна клеть должна быть использована для придания полосе размеров, необходимых для задачи в первый профильный (разрезной) калибр. Принимая, таким образом, что разрезной калибр находится на валках обжимной клети, определяем общий коэффициент деформации в остальных 9 калибрах.
 | |||
 | |||




Рисунок 75 – Схема калибровки для прокатки балок в прямых калибрах.
Сначала установим ширину разрезного калибра (Вр). Суммарное уширение в девяти последних калибрах составит:
 мм
мм
тогда  мм
мм
Общий коэффициент деформации находим по уравнению, принимая  :
:

Намечаем частные коэффициенты деформации в последних девяти калибрах с таким учетом, чтобы их произведение равнялось Кобщ=13,62:
К1=1,02; К2=1,04; К3=1,18; К4=1,23; К5=1,44; К6=1,48; К7=1,53; К8=2; К9=1,36.
Поиск по сайту: