АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Уширение
|
Читайте также: |
Уширение в балочном калибре до настоящего времени еще недостаточно изучено. Между тем уширение имеет очень большое значение для формирования профиля и ведения технологического процесса прокатки. Уширение оказывает существенное влияние на утяжку и приращение фланцев, получение профиля с хорошей поверхностью, особенно если калибры имеют большие выпуски. Считают, что если разность двух соседних калибров по ширине превышает естественное уширение, то это обычно приводит к утяжке фланцев как в открытом, так и в закрытом ручьях калибра. Это положение справедливо при значительной разнице ширины двух соседних калибров. Однако при прокатке двутавровых балок из высокоуглеродистых и легированных сталей даже небольшая разница по ширине против естественного уширения приводит к появлению закатов у основания фланцев.
В настоящее время в ряде опубликованных работ по калибровке рекомендуется принимать уширение в чистовом калибре в зависимости от его ширины:  , где В - ширина калибра.
, где В - ширина калибра.
В каждом последующем калибре против хода прокатки уширение увеличивают на 1 мм. Однако практикой работы заводов не подтверждаются эти рекомендации. Анализ применяемых различными заводами калибровок показывает, что практически независимо от номера профиля балки при прокатке низкоуглеродистых сталей уширение в чистовом калибре составляет 1,5-3 мм. В последующих калибрах против хода прокатки уширение увеличивается в среднем на 0,5 мм. Только в разрезном калибре уширение значительно больше (8-15 мм).
Опыт прокатки двутавровых балок из высокоуглеродистых и легированных сталей показывает, что уширение в калибрах следует принимать не более естественного, которое может быть примерно определено по обжатию стенки.
При прокатке балок из низкоуглеродистой стали принимаемое в ряде случаев несоответствие уширения естественной его величине компенсируется вынужденным растяжением стенки в направлении фланцев (вынужденное поперечное растяжение профиля). При этом образование закатов у основания профиля не наблюдается, несмотря на то, что может быть некоторая утяжка фланцев.
При прокатке балок из легированных и высокоуглеродистых сталей с большим уширением в калибрах растяжение стенки не происходит, и поэтому получается срез металла буртами вала с последующим образованием заката.
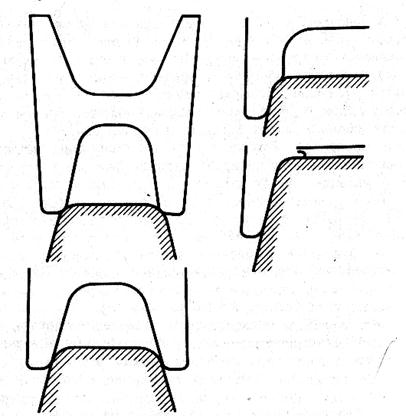
Рисунок 71 – Схема образования заката у основания фланцев при большом вынужденном уширении.
Поиск по сайту: