АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Будова зварного шва
Будова зварювального шва маловуглецевої сталі після затвердіння і розподіл температури в зоні термічного впливу показані на рис.1.
Натоплений метал 1 отримується внаслідок переведення присаджувального і частково основного металів у рідкий стан, утворення ванни розтопу і подальшого охолодження, під час якого відбувається з'єднання розтопленого металу з основним 2. У вузькій зоні топлення І (зона взаємної кристалізації) утворюються зерна, що однаковою мірою належать основному і натопленому металу.
Властивості металу в зоні шва визначаються умовами перебігу процесів топлення, металургійної обробки основного і присаджувального металів і кристалізації отриманого металу шва під час охолодження. Властивості зварного з'єднання в цілому визначаються характером теплової дії на метал у біляшовних зонах.
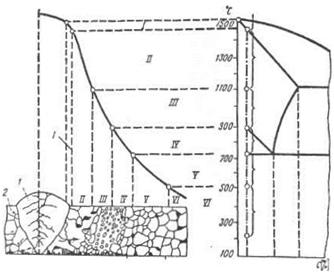
Рис.1.
Структурні перетворення
Сталі в зоні термічного
Впливу
Під час топлення основний і присаджувальний метали сильно перегріваються, іноді до температур, близьких до температури кипіння. Це призводить аж до випарювання металу і зміни хімічного складу стопу. Наявність газової атмосфери в околі металу, що топиться, призводить у ряді випадків до оксидації, взаємодії металу з азотом і розчинення в металі газів. Все це викликає зміну хімічного складу натопленого металу, утворення оксидів та інших неметалевих включень, пор і тріщин. Що чистіший наплавлений метал, то вищі механічні властивості зварного шва.
З метою підвищення якості натопленого металу біля рідкого металу створюють спеціальну газову атмосферу, що захищає його від дії повітря, дезоксидують і покривають рідку ванночку спеціальними шлаками, вводячи легувальні додатки.
Натоплений метал має стовпчасту (дендритну) будову, характерну для литої сталі. Якщо натоплений метал або сусідня з ним ділянка І були сильно перегріті, то під час охолодження на ділянці II зерна основного металу (маловуглецевої сталі) мають голкоподібну форму, утворюючи грубо-голкоподібну структуру. Ця ділянка найкрихкіша і є найбільш слабким місцем зварного з'єднання. На ділянці III температура металу не перевищує 1100°С. Тут відбувається нормалізація сталі, внаслідок чого сталь отримує дрібнозернисту будову. Метал на цій ділянці має характерні підвищені механічні властивості порівняно з основним металом.
На ділянці IV відбувається неповна перекристалізація сталі, оскільки вона нагрілась до температури між критичними точками  і
і  . На цій ділянці поряд з грубими зернами фериту утворюються дрібні зерна фериту і перліту.
. На цій ділянці поряд з грубими зернами фериту утворюються дрібні зерна фериту і перліту.
На ділянці V структурних змін у сталі не відбувається (якщо сталь перед зварюванням не підлягала пластичній деформації). У протилежному випадку на цій ділянці спостерігається рекристалізація.
На ділянці VI структура сталі не відрізняється від основної структури.
Структурні зміни основного металу в зоні термічного впливу мало відбиваються на механічних властивостях маловуглецевої сталі під час зварювання її будь-якими способами. Однак під час зварювання деяких конструкційних сталей в зоні термічного впливу може відбуватися утворення структур гартування, які різко знижують пластичні властивості зварних з'єднань і часто є причиною утворення тріщин.
Розміри зони термічного впливу залежать від способу і технології зварювання і виду зварюваного металу. Так, при ручному дуговому зварюванні сталі тонкообмазаними електродами і при автоматичному зварюванні сталі під шаром флюсу розміри зони термічного впливу мінімальні (2...2,5 мм); під час зварювання електродами з грубою обмазкою протяжність цієї зони становить 4...10 мм, а при газовому зварюванні - 20...25мм.
Поиск по сайту: