АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Отделочные и завершающие операции производства заготовок давлением
Поковки, полученные в открытых штампах, имеют облой по плоскости разъема штампа на наружной поверхности и перемычку (пленку) в отверстии, которые удаляют на кривошипных обрезных или гидравлических прессах. При штамповке на ГКМ обрезка облоя производится в обрезном ручье того же штампа, что и штамповка.
Схема обрезки облоя в обрезном штампе показана на рисунке 3.17. Матрица 4 штампа выполнена с отверстием по форме периметра поковки в плоскости разъема с острыми режущими кромками. Пуансон 1 проталкивает поковку 2 через отверстие в матрице, облой 3 срезается, а поковка падает вниз, иногда сразу на транспортирующее устройство.
Крупные и средние поковки проходят обрезку сразу после штамповки в горячем состоянии, а мелкие штамповки – в холодном.
 Для удаления пленки из отверстий в поковках применяют прошивной штамп, в котором поковка устанавливается в матрице, а пуансон проходит через отверстие, срезая пленку. Поскольку толщина пленки больше толщины наружного заусенца, поковка должна быть в горячем состоянии. В поковках с отверстиями операции срезки облоя и пленки совмещают, применяя для этого комбинированный штамп.
Для удаления пленки из отверстий в поковках применяют прошивной штамп, в котором поковка устанавливается в матрице, а пуансон проходит через отверстие, срезая пленку. Поскольку толщина пленки больше толщины наружного заусенца, поковка должна быть в горячем состоянии. В поковках с отверстиями операции срезки облоя и пленки совмещают, применяя для этого комбинированный штамп.
Зачистку образующихся после обрезки облоя неровностей на поверхности поковок производят абразивными кругами на наждачных станках или ручными шлифмашинками, используются также зубила.
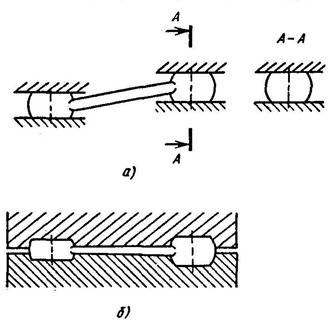
В крупносерийном и массовом производстве для повышения точности размеров, улучшения качества поверхности и снижения колебания массы поковок выполняют калибровку. Точность вертикальных размеров на одном или нескольких участках поковки повышают плоскостной калибровкой (рисунок 3.18, а), в разных направлениях – объемной калибровкой (рисунок 3.18, б). Плоскостную калибровку выполняют в холодном состоянии на чеканочных калибровочных кривошипно-коленных прессах, объемную калибровку – в холодном и горячем состоянии преимущественно на горячештамповочных и фрикционных прессах. Точность и шероховатость поверхностей поковки после калибровки не ниже, чем фрезерованных, а иногда и шлифованных деталей.
 Так, при плоскостной калибровке обычной точности можно получить допуски на размеры от ±0,1 до ±0,5 мм, повышенной точности – от ±0,05 до ±0,15 мм. Шероховатость поверхности после калибровки составляет Ra = 1,25…0,63 мкм.
Так, при плоскостной калибровке обычной точности можно получить допуски на размеры от ±0,1 до ±0,5 мм, повышенной точности – от ±0,05 до ±0,15 мм. Шероховатость поверхности после калибровки составляет Ra = 1,25…0,63 мкм.
 Термическая обработка поковок производится для устранения отрицательных последствий нагрева и давления, а также для последующей калибровки и улучшения обрабатываемости материала поковки резанием. Используются отжиг, изотермический отжиг, нормализация, нормализация с высоким отпуском и улучшение в зависимости от марки стали и назначения термообработки. Нормализация и изотермический отжиг повышают обрабатываемость резанием, улучшение – твердость и прочность поковки.
Термическая обработка поковок производится для устранения отрицательных последствий нагрева и давления, а также для последующей калибровки и улучшения обрабатываемости материала поковки резанием. Используются отжиг, изотермический отжиг, нормализация, нормализация с высоким отпуском и улучшение в зависимости от марки стали и назначения термообработки. Нормализация и изотермический отжиг повышают обрабатываемость резанием, улучшение – твердость и прочность поковки.
Очистка поковок от окалины производится после обрезки облоя и пробивки отверстий и после термообработки поковки. Она необходима перед правкой и калибровкой поковки, а также для подготовки к механической обработке. Применяют очистку дробью, травлением и галтовкой.
Очистку стальных поковок массой 50…250 кг производят, в основном, в дробеметных аппаратах и камерах, массой до 50 кг – в галтовочных барабанах. В дробеметных камерах поверхность поковки подвергается воздействию вылетающей с большой скоростью из сопла чугунной дроби или проволочной сечки. При галтовке поверхность поковки освобождается от окалины за счет соударения с другими поковками, металлическими шарами и чугунными звездочками во вращающемся барабане.
Травление применяют для сложных и крупных поковок. Стальные поковки травят серной кислотой, алюминиевые – щелочью. После травления следует промывка. Травление – самый дорогой и самый качественный способ очистки поковок.
Поиск по сайту: