АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Изготовление ПЭТ-бутылок
 ПЭТ-бутылки изготовляют из преформ - небольших толстостенных литых пластмассовых сосудов, различных по форме и размерам, с оформленным мундштуком под винтовой колпачок и с находящимся под ним кольцом утолщения (рис. 5.52).
ПЭТ-бутылки изготовляют из преформ - небольших толстостенных литых пластмассовых сосудов, различных по форме и размерам, с оформленным мундштуком под винтовой колпачок и с находящимся под ним кольцом утолщения (рис. 5.52).
Заметны готовая резьба и кольцо утолщения.
 Преформы бывают бесцветными пли окрашенными.
Преформы бывают бесцветными пли окрашенными.
Изготовление из преформ ПЭТ-бутылок происходит либо на специализированных предприятиях, либо на производстве, где разливают тот или иной напиток. Для этого существуют специальные выдувные машины.
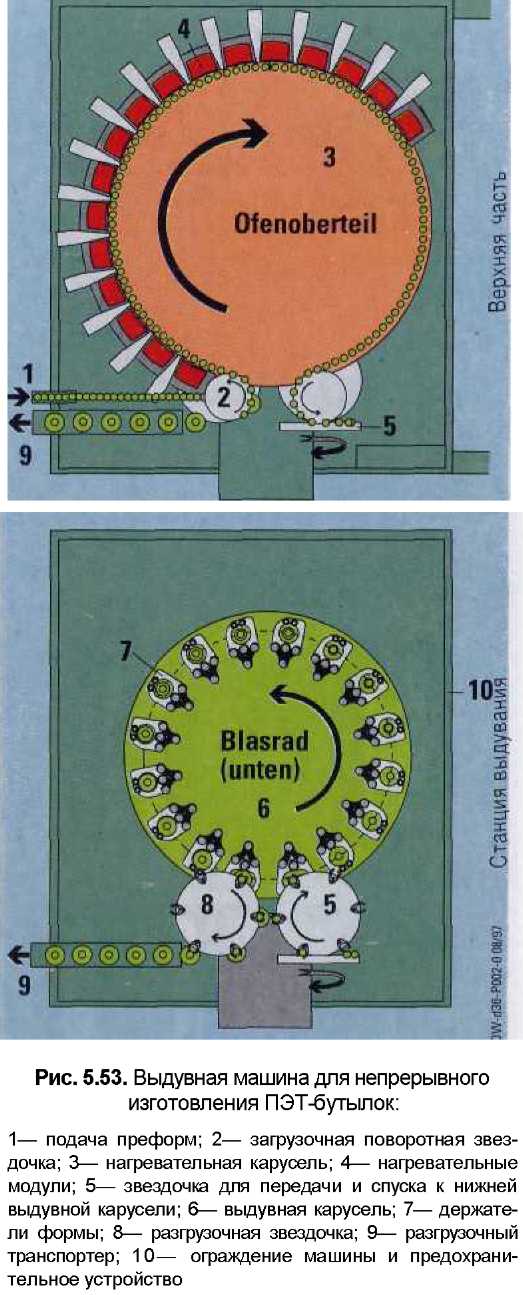
Выдувная машина для непрерывного изготовления много- или одноразовых ПЭТ-бутылок (рис. 5.53) действует следующим образом: на площади в 12 м2 расположены одно над другим две вращающихся карусели, но которым преформы одна за другой перемещаются. При этом в нагревательной карусели (4) они равномерно разогреваются, а затем в выдувной карусели (6) выдуваются в желаемую форму бутылки.
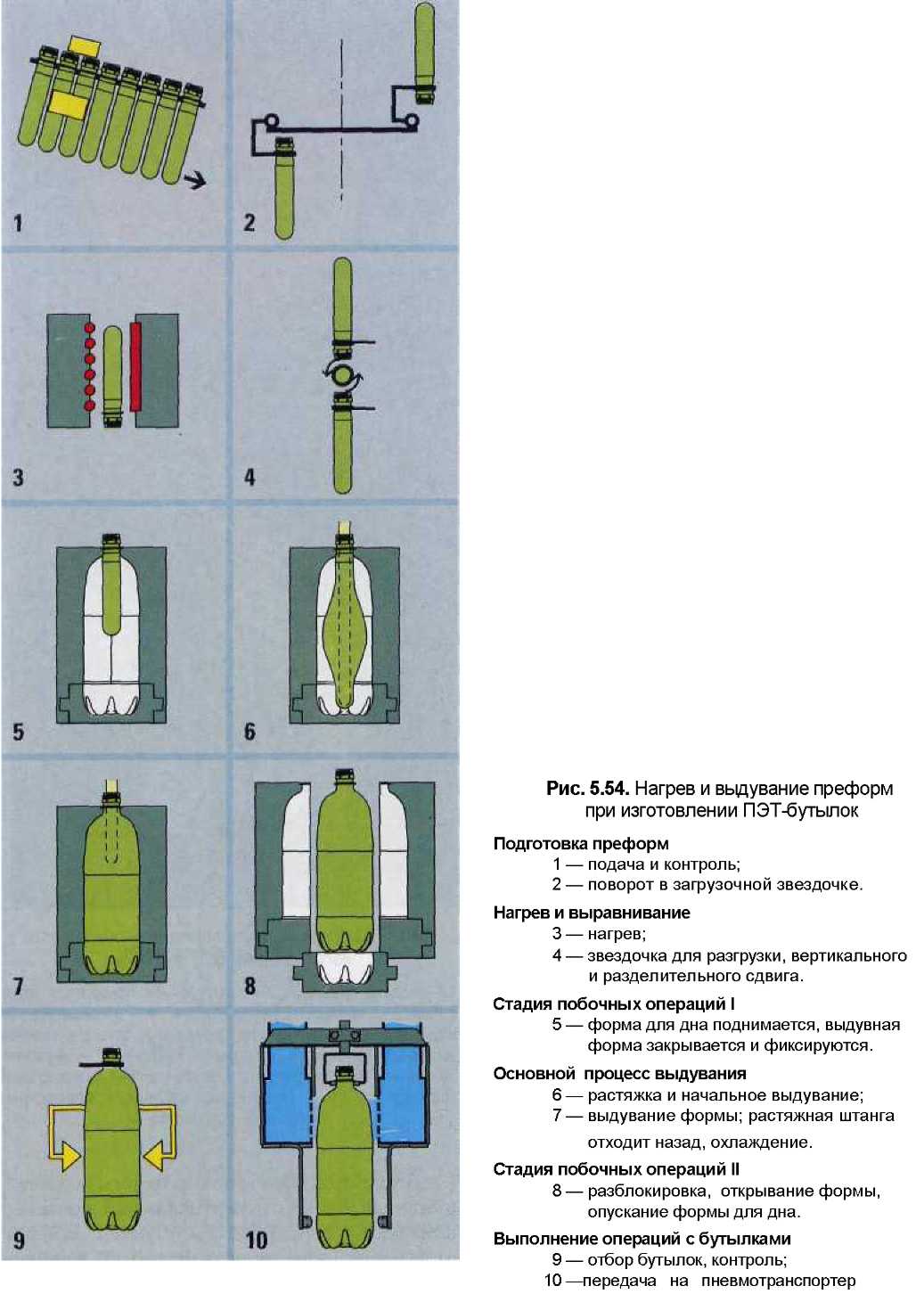
В ходе этой обработки преформы через загрузочный бункер и вертикальный конвейер попадают в сортировочный бункер. Там они отделяются одна от другой и затем горлышком вверх поступают в питатель, где производится их обмер и выталкивание отбракованных преформ (рис. 5.54, 1). Затем проформы захватываются скобой за часть, находящуюся между сформированной резьбой и несущим кольцом цилиндрическую часть и передаются и транспортную оправку.
После этого преформы равномерно нагреваются инфракрасными нагревательными элементами (3) при постоянном вращении вокруг своей оси для достижения равномерности разогрева по определенному температурному профилю. Затем преформы переходят на нижнюю выдувную станцию.
После передачи на выдувную станцию форма закрыта (5), вводится вытягивающая штанга (6), и заготовка вытягивается до самого дна. Одновременно начинается процесс выдувания (начальная стадия под относительно низким давлением), а вслед за ним выдувание формы при давлении до 40 бар. При этом формируются контуры бутылки и донышка (последнее толщиной до 2 мм или «на ножках»), а стержень растяжения выводится (7) в исходное положение. После выдержки и сброса внутреннего давления охлажденная форма (8) открывается, и бутылки принимаются разгрузочной звездочкой. Проводится контроль (9) точности размеров (высота, диаметр) с отбраковкой нестандартных бутылок. Готовые бутылки отводятся пневмотранспортером (10).
Производительность установки до 28 800 бут./ч.
Путем замены алюминиевых форм, состоящих из трех частей, легко можно изменить форму ПЭТ-бутылки, таким образом можно изготовить любую необходимую для предприятия бутылку, но в любом случае размер и исполнение преформ должны соответствовать бутылке.
Поиск по сайту: