АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Обладнання для механізації НРТС робіт
Механізація і автоматизація навантажувально-розвантажувальних і транспортно-складських робіт (НРТС - робіт) для всіх галузей харчової промисловості є одним з важливих резервів підвищення продуктивності праці. Витрати на виготовлення тари, транспортування вантажів, а також розвантажувально- навантажувальні роботи складають близько 30-40% від загальних витрат.
Пакетизація простий та універсальний спосіб, при якому з дрібних вантажів утворюють більш крупні вантажні одиниці (пакети), що дозволяють механізувати найбільш трудомісткі роботи: навантаження, розвантаження і складування тари та готової продукції.
На сучасному етапі застосовують декілька типів машин для складання ящиків в пакети, які працюють по таким схемам:
- формування ящиків в горизонтальні ряди і вкладання їх на піддони зверху в декілька рядів;
- формування ящиків в стопки з наступним їх вкладанням на піддон;
- формування ящиків в горизонтальні ряди і вкладання їх один на другий в декілька рядів з наступним встановленням пакета на піддон.
Машини, що призначені для формування пакетів називаються пакетофомуючими (політайзери), а для розбирання пакетів-пакеторозформуючі (деполітайзер).
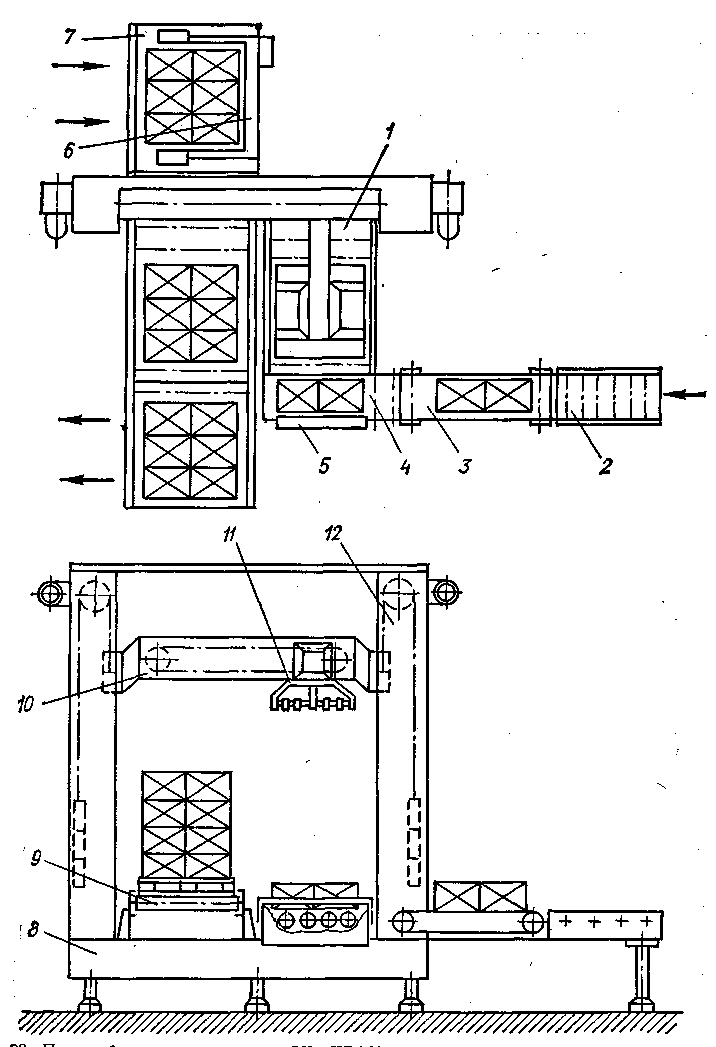
Пакетоформуюча машина виробництва ”ХРАН маш” застосовується на пивобезалкогольних підприємствах для вкладання на піддон пластмасових ящиків з пляшками. Машина має комбінований електропневматичний привід і складається з рами, на якій встановлені основні вузли та механізми машини, П-подібної колони, балки, захватної головки, рольганга відведення пакетів, рольганга подачі пустих піддонів, магазина піддонів, рольганга подачі ящиків з пляшками, вхідного стрічкового конвеєра, стола формування рядів.
Заповнені пляшками ящики подаються рольгангом 2 на вхідний стрічковий конвеєр 3, де проходить відрахування ящиків. Відповідна їх кількість поступає на рольганг формування рядів 4. Шибер 5 зіштовхує ряди ящиків на стіл формування шару ящиків 1. Захватна головка за допомогою гаків і штанг захвачує утворений шар ящиків і, рухаючись разом з балкою 10 вгору, а потім вниз до колони 12, та по балці 10-в горизонтальному напрямку, вкладає шар на пустий піддон, який раніше подається з магазину піддонів 6. Після цього цикл повторюється.
|
Рис. Пакетозбірник конструкції СК «ХРАНмаш»
1- формуючий стіл; 2-рольганг подачі ящиків; 3- конвеєр; 4-рольганг формування ряду; 5- шибер; 6-магазин піддонів; 7-рольганг підводу порожніх піддонів; 8-рама; 9- рольганг відводу пакетів; 10-балка; 11- захватна головка; 12-колона.
Закінчивши вкладання останнього шару ящиків на піддон і відведення захватної головки у верхнє положення пакет рольгангом 9 відводиться і знімається електронавантажувачем.Одночасно подається пустий піддон на завантаження.
Аналогічну конструкцію та зворотній принцип дії має пакеторозформовуюча машина “ХРАН маш”.
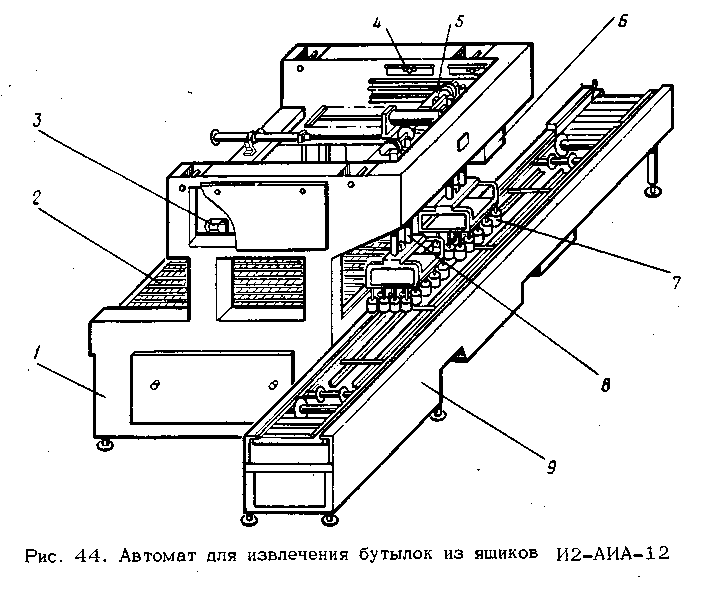
Виймання пляшок з ящиків та вкладання їх в ящики- одна з найбільш працемістких операцій на лікеро-горілчаних та пивоварних заводах. Для механізації даних операцій в сучасних лініях розливу застосовують автомати виймання (вкладання) вітчизняного та іноземного виробництва.
Автомат виймання пляшок з ящиків складається з корпусу, на якому змонтовані всі вузли та механізми, за виключенням механізму подачі ящиків. В корпусі автомата розташовано стіл для пляшок 2, який утворений з 13 пластинчастих ланцюгів. Над столом для пляшок передбачено механізм 5 для руху захватних головок 7 по криволінійній траєкторії. Рух захватних головок проходить за рахунок гідроциліндрів (або пневмоциліндрів). Для подачі ящиків і їх відведення до передньої частини корпуса під’єднаний механізм подачі ящиків 9.На передній панелі автомата встановлено пульт управління 6, а в боковинах корпусу розташовані панелі 4 пневмоелементів і електрообладнання 3.
В процесі роботи захватні головки з захватними патронами рухаються вниз до ящиків, які попередньо ланцюговим конвеєром подаються в положення “під захватні головки”, де фіксуються прижимами. Кількість ящиків відповідає кількості захватних головок, а кількість гнізд з пляшками в ящику відповідає кількості захватних патронів в захватній головці.
Опустившись, захватні патрони шляхом обжиму гумової мембрани навколо горла пляшки (за допомогою стисненого повітря), захвачують пляшки і при зворотньому русі захватних головок вгору переносять їх на стіл для пляшок. Звільнені ящики відводять, а наступні – подають і цикл в роботі автомата повторюється.Виставлені на стіл пляшки конвеєром відводяться з автомату.
|
Перед початком роботи необхідно оглянути автомат, прибрати зайві предмети, продути ресивер і вологовідділювач та відрегулювати тиск в пневмосистемі, провести змащування вузлів автомата.
В процесі роботи необхідно контролювати роботу автомата, прибирати бій скла, поламані ящики, слідкувати за рухом захватних головок, роботою захватних патронів, ліквідувати неполадки, що виникають.
Поиск по сайту: